一种汽车装配前桥打坯工装的制作方法
1.本实用新型涉及汽车零部件加工设备领域,特别涉及一种汽车装配前桥打坯工装。
背景技术:
2.参照图1,汽车前桥中的转向拉杆一般包括拉杆主体、球头和垫片,以前是人工进行装配,通过敲击等方法进行人工加工,以使垫片的两侧弯曲并贴设于球头,而人工加工的效果往往不是很好,容易损坏零件,同时效率低,零件磨损大。
技术实现要素:
3.本实用新型的目的在于提供汽车前桥装配打坯工装,能够解决垫片弯曲加工效率低的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种汽车装配前桥打坯工装,包括工作台、定位组件、冲压装置,其特征在于:所述定位组件设于所述工作台,并具有第一定位槽,所述第一定位槽的相对两侧壁均开设有安装通孔;所述冲压装置设置为两个,并分设于定位组件的两侧,所述冲压装置包括基座、第一驱动件和推压杆,所述基座设置于工作台,第一驱动件分别连接基座和驱动杆,所述驱动杆插设于安装通孔,且所述驱动杆的远离第一驱动件的一端具有推压斜面。
5.在一些实施例中,定位组件包括第一定位座和内嵌套,所述第一定位座上设有所述第一定位槽和安装通孔,所述内嵌套插设于所述第一定位槽,并位于安装通孔后侧。
6.在一些实施例中,内嵌套的内侧壁开设有安装槽。
7.在一些实施例中,内嵌套的顶部滑动设置有顶盖,所述顶盖的一侧连接有第二驱动件,所述第二驱动件固定设置于第一定位座上,所述第二驱动件可驱动顶盖横向滑动。
8.在一些实施例中,顶盖的另一侧具有朝向斜下方的推压面。
9.在一些实施例中,内嵌套上具有竖向布置的卡槽,第二驱动件上具有适配卡槽的卡装部,卡装部插设于卡槽。
10.在一些实施例中,定位组件还包括设于工作台的第二定位座,所述第二定位座位于第一定位座的前侧,且第二定位座上设置有第二定位槽。
11.本实用新型的有益效果在于:通过设置第一定位座能够将转向拉杆进行定位,通过第一驱动件驱使驱动杆沿安装通孔滑动,通过第一推压斜面对垫片进行推压加工,以使垫片弯曲贴设于球头,保证了工件的精密度,节省了更多人力,极大程度上提高了效率。
附图说明
12.图1为转向拉杆结构示意图;
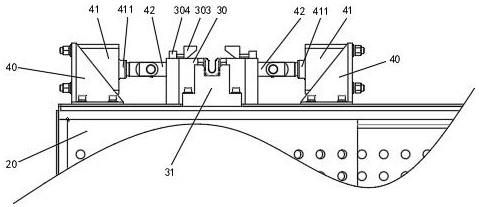
13.图2为本实用新型的主视图;
14.图3为本实用新型的结构图;
15.图4为本实用新型的俯视图。
具体实施方式
16.下面结合附图对本实用新型的具体实施方式作进一步详细的说明,但本实用新型并不局限于这些实施方式,任何在本实施例基本精神上的改进或替代,仍属于本实用新型权利要求所要求保护的范围。
17.如图2至4所示:一种汽车装配前桥打坯工装,包括工作台20、定位组件、冲压装置,所述定位组件设于所述工作台20,并具有第一定位槽301,所述第一定位槽301的相对两侧壁均开设有安装通孔;所述冲压装置设置为两个,并分设于定位组件的两侧,所述冲压装置包括基座40、驱动件41和推压杆42,所述基座40设置于工作台20,驱动件41分别连接基座40和驱动杆411,所述驱动杆411插设于安装通孔,且所述驱动杆411的远离驱动件41的一端具有推压斜面421。
18.为了更好地固定转向拉杆,所述定位组件包括第一定位座30和内嵌套302,所述第一定位座30上设有所述第一定位槽301和安装通孔,所述内嵌套302插设于所述第一定位槽301,并位于安装通孔后侧,所述内嵌套302的内侧壁开设有安装槽3021。
19.为了防止加工时转向拉杆上下移动,内嵌套302的顶部滑动设置有顶盖303,所述顶盖303的一侧连接有第二驱动件304,所述第二驱动件304固定设置于第一定位座30上,所述第二驱动件304可驱动顶盖303横向滑动,顶盖303的另一侧具有朝向斜下方的推压面。
20.为了方便第二驱动件的固定,内嵌套302上具有竖向布置的卡槽,第二驱动件304上具有适配卡槽的卡装部,卡装部插设于卡槽。
21.为了更好地固定住转向拉杆,定位组件还包括设于工作台20的第二定位座31,所述第二定位座31位于第一定位座30的前侧,且第二定位座31上设置有第二定位槽311。
22.本实用新型是这样工作的:使用本实用新型加工时,将拉杆主体10放入第一定位槽301与第二定位槽311,冲压装置开始工作时,第一驱动件41驱动驱动杆411推动推压杆42使推压斜面421推压垫片12,使垫片11贴合球头12;第一驱动件41工作时带动第二驱动件304工作,第二驱动件304驱动顶盖303平移,使顶盖303运动到固定位置,防止拉杆主体10在加工时发生移动。
技术特征:
1.一种汽车装配前桥打坯工装,包括工作台(20)、定位组件、冲压装置,其特征在于:所述定位组件设于所述工作台(20),并具有第一定位槽(301),所述第一定位槽(301)的相对两侧壁均开设有安装通孔;所述冲压装置设置为两个,并分设于定位组件的两侧,所述冲压装置包括基座(40)、第一驱动件(41)和推压杆(42),所述基座(40)设置于工作台(20),第一驱动件(41)分别连接基座(40)和驱动杆(411),所述驱动杆(411)插设于安装通孔,且所述驱动杆(411)的远离第一驱动件(41)的一端具有推压斜面(421)。2.根据权利要求1所述的一种汽车装配前桥打坯工装,其特征在于:所述定位组件包括第一定位座(30)和内嵌套(302),所述第一定位座(30)上设有所述第一定位槽(301)和安装通孔,所述内嵌套(302)插设于所述第一定位槽(301),并位于安装通孔后侧。3.根据权利要求2所述的一种汽车装配前桥打坯工装,其特征在于:所述内嵌套(302)的内侧壁开设有安装槽(3021)。4.根据权利要求2所述的一种汽车装配前桥打坯工装,其特征在于:所述内嵌套(302)的顶部滑动设置有顶盖(303),所述顶盖(303)的一侧连接有第二驱动件(304),所述第二驱动件(304)固定设置于第一定位座(30)上,所述第二驱动件(304)可驱动顶盖(303)横向滑动。5.根据权利要求4所述的一种汽车装配前桥打坯工装,其特征在于:所述顶盖(303)的另一侧具有朝向斜下方的推压面。6.根据权利要求2所述的一种汽车装配前桥打坯工装,其特征在于:所述内嵌套(302)上具有竖向布置的卡槽,第二驱动件(304)上具有适配卡槽的卡装部,卡装部插设于卡槽。7.根据权利要求1所述的一种汽车装配前桥打坯工装,其特征在于:所述定位组件还包括设于工作台(20)的第二定位座(31),所述第二定位座(31)位于第一定位座(30)的前侧,且第二定位座(31)上设置有第二定位槽(311)。
技术总结
本实用新型公开了一种汽车装配前桥打坯工装,包括工作台、定位组件、冲压装置,所述定位组件设于所述工作台,并具有第一定位槽,所述第一定位槽的相对两侧壁均开设有安装通孔;所述冲压装置设置为两个,并分设于定位组件的两侧,所述冲压装置包括基座、第一驱动件和推压杆,所述基座设置于工作台,第一驱动件分别连接基座和驱动杆,所述驱动杆插设于安装通孔,且所述驱动杆的远离第一驱动件的一端具有推压斜面;第二驱动件位于第一定位座上,驱动顶盖运动,有效的防止拉杆主体发生移动。有效的防止拉杆主体发生移动。有效的防止拉杆主体发生移动。
技术研发人员:李庆春 黎德明 范志云
受保护的技术使用者:重庆浩茂工具制造有限公司
技术研发日:2021.05.19
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1