一种船舶尾气处理喷枪辅助生产工装的制作方法
1.本实用新型涉及船舶尾气处理领域,特别涉及一种船舶尾气处理喷枪辅助生产工装。
背景技术:
2.scr脱硝喷枪的产品制作精度要求较高,按照以往的纯手工测量制作耗时非常长,并且手工测量误差较大,各工序积累偏差很容易造成总成零件不合格。因此产品的生产对制作人员水平要求高,造成企业生产成本大。
技术实现要素:
3.为了实现上述目的,本实用新型所采用的技术方案是:
4.一种船舶尾气处理喷枪辅助生产工装,包括:
5.设置在底部的底座固定台;
6.设置在所述底座固定台上的法兰固定台,所述法兰固定台通过两侧的支脚固定在底座固定台上;
7.设置在所述底座固定台中央的的底座凹槽;
8.设置在所述底座凹槽中央的底座凸台,所述底座凸台与底座凹槽同心;
9.设置在所述法兰固定台中央的通孔;
10.围绕设置在所述通孔周向的法兰定位孔,所述法兰定位孔与通孔同心,法兰定位孔内设置有内丝;
11.设置在所述通孔下方的下料槽,通孔圆心位于所述下料槽中线的延长线上;
12.所述通孔、所述底座凸台和所述底座凹槽均为同心圆。
13.在本实用新型的一个优选实施例中,所述底座凹槽为圆弧状,底座凹槽、所述底座凸台和所述底座固定台之间的过渡角为圆角。
14.在本实用新型的一个优选实施例中,所述底座凹槽半径为152mm,所述底座凸台半径为58mm,底座凹槽、底座凸台和底座固定台之间的圆角半径为2mm。
15.在本实用新型的一个优选实施例中,所述通孔半径为160mm,所述法兰定位孔的设置半径为180mm。
16.本实用新型的有益效果在于:
17.本实用新型所提供的一种船舶尾气处理喷枪辅助生产工装,通过工装进行定位生产,达到在保证精度的前提下还能提升生产速度的目的。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
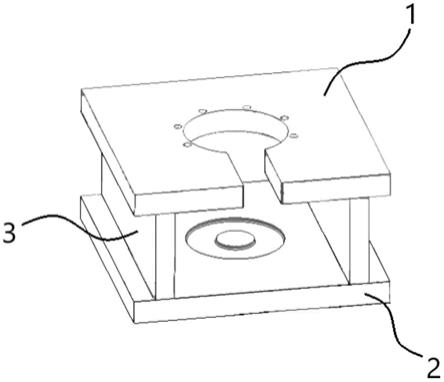
19.图1是本实用新型的产品立体图。
20.图2是本实用新型的侧剖图。
21.图3是本实用新型的俯视透视图。
22.图4是本实用新型的俯视图。
具体实施方式
23.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
25.参考图1至4的一种船舶尾气处理喷枪辅助生产工装,包括设置在底部的底座固定台2,底座固定台2上方设置有法兰固定台1,法兰固定台1依靠左右两侧的两个支脚3支撑在底座固定台2上。
26.底座固定台2的正中央开设有圆弧状半径为的底座凹槽2a,底座凹槽2a与底座固定台2的过渡角为2mm的圆角。半径为的底座凸台2b设置在底座凹槽2a的正中央与底座凹槽2a同心,底座凸台2b与底座凹槽2a之间的过渡角也为2mm的圆角。
27.法兰固定台1的正中央开设有一个半径为的圆形通孔1a。6个法兰定位孔1b围绕着通孔1a周向进行设置,其围绕轨迹为半径并与通孔1a同心的圆,法兰定位孔1b内设置有内丝,其尺寸可以与m12螺栓相匹配。通孔1a、底座凸台2b和底座凹槽2a都为同心圆。长条形的下料槽1c开设在通孔1a的下方,下料槽1c的宽度为59mm,大于喷枪杆(图中未示出)的直径,其中心线与通孔1a的圆心在空间上位于同一直线内。
28.上述结构的工装的使用方法如下:先将喷枪的底座从侧部放入凹槽2a中,通过凹槽2a和凸台2b配合进行限位,再将喷枪杆从上方穿过通孔1a和底座最终落在凸台2b的上方,最后将法兰从上方套入喷枪杆后落在法兰固定台1上,通过旋转法兰上使法兰孔与法兰定位孔1b相重合,再将螺栓穿过法兰孔和法兰定位孔1b进行固定。通过对喷枪进行点焊,然后抬起法兰,使喷枪杆平移穿过下料槽1c后将零件取出。
技术特征:
1.一种船舶尾气处理喷枪辅助生产工装,其特征在于,包括:设置在底部的底座固定台;设置在所述底座固定台上的法兰固定台,所述法兰固定台通过两侧的支脚固定在底座固定台上;设置在所述底座固定台中央的底座凹槽;设置在所述底座凹槽中央的底座凸台,所述底座凸台与底座凹槽同心;设置在所述法兰固定台中央的通孔;围绕设置在所述通孔周向的法兰定位孔,所述法兰定位孔与通孔同心,法兰定位孔内设置有内丝;设置在所述通孔下方的下料槽,通孔圆心位于所述下料槽中线的延长线上;所述通孔、所述底座凸台和所述底座凹槽均为同心圆。2.如权利要求1所述的一种船舶尾气处理喷枪辅助生产工装,其特征在于,所述底座凹槽为圆弧状,底座凹槽、所述底座凸台和所述底座固定台之间的过渡角为圆角。3.如权利要求1所述的一种船舶尾气处理喷枪辅助生产工装,其特征在于,所述底座凹槽半径为152mm,所述底座凸台半径为58mm,底座凹槽、底座凸台和底座固定台之间的圆角半径为2mm。4.如权利要求1所述的一种船舶尾气处理喷枪辅助生产工装,其特征在于,所述通孔半径为160mm,所述法兰定位孔的设置半径为180mm。
技术总结
本实用新型公开了一种船舶尾气处理喷枪辅助生产工装,包括:设置在底部的底座固定台;设置在所述底座固定台上的法兰固定台,所述法兰固定台通过两侧的支脚固定在底座固定台上;设置在所述底座固定台中央的的底座凹槽;设置在所述底座凹槽中央的底座凸台,所述底座凸台与底座凹槽同心;设置在所述法兰固定台中央的通孔;围绕设置在所述通孔周向的法兰定位孔,所述法兰定位孔与通孔同心,法兰定位孔内设置有内丝;设置在所述通孔下方的下料槽,通孔圆心位于所述下料槽中线的延长线上;所述通孔、所述底座凸台和所述底座凹槽均为同心圆。通过工装进行定位生产,达到在保证精度的前提下还能提升生产速度的目的。能提升生产速度的目的。能提升生产速度的目的。
技术研发人员:朱春雷
受保护的技术使用者:上海岱澜机械制造有限公司
技术研发日:2021.05.31
技术公布日:2021/12/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1