一种粗精加工一体的高精度PCD成型铣刀的制作方法
一种粗精加工一体的高精度pcd成型铣刀
技术领域
1.本实用新型涉及铣刀设计领域,具体涉及一种粗精加工一体的高精度pcd成型铣刀。
背景技术:
2.目前对于壳体零件的孔铣削加工时,一般采用多次铣削,分别为粗铣和精铣两个工序,先采用粗铣刀具铣削,然后采用精铣刀具铣削,需要多次换到,并且无法保证加工精度,加工效率低,精度低,因此,我们设计一种粗精加工一体的高精度pcd成型铣刀。
技术实现要素:
3.本实用新型的目的就在于为了解决上述问题而提供一种粗精加工一体的高精度pcd成型铣刀。
4.本实用新型通过以下技术方案来实现上述目的:
5.一种粗精加工一体的高精度pcd成型铣刀,包括刀柄,所述刀柄的头端部沿圆周方向均匀成型有用于安装粗铣刀片的第一刀片固定台和用于安装精铣刀片的第二刀片固定台,且第一刀片固定台设置有4个,第二刀片固定台设置有8个;其中,相邻的两个第一刀片固定台之间设置有两个第二刀片固定台;
6.所述精铣刀片的切削刃的切削外径大于所述粗铣刀片的切削刃的切削外径;
7.所述粗铣刀片的切削刃相对于所述精铣刀片的切削刃沿轴向向外突出。
8.进一步的,所述粗铣刀片与所述精铣刀片均采用pcd刀片。
9.进一步的,所述第一刀片固定台与所述第二刀片固定台的刀片安装面倾斜角度为4
°
。
10.进一步的,所述精铣刀片的切削刃的切削外径比所述粗铣刀片的切削刃的切削外径大0.35mm。
11.进一步的,所述粗铣刀片的切削刃相对于所述精铣刀片的切削刃沿轴向向外突出0.15mm。
12.进一步的,所述粗铣刀片的切削刃倾斜角度为3
°
。
13.进一步的,所述刀柄内成型有冷却液导流孔,相邻的两个刀片固定台之间开设有冷却孔,所述冷却孔与冷却液导流孔连通,用于对精铣刀片或粗铣刀片喷冷却液。
14.进一步的,所述精铣刀片的外轮廓形状为加工工件的内孔轮廓。
15.综上,本实用新型的有益效果在于:通过该粗精加工一体的高精度pcd成型铣刀能够实现粗铣和精铣同步铣削的作用,并通过精铣刀片、粗铣刀片的排布方式进一步提高了加工精度以及精加工效率。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
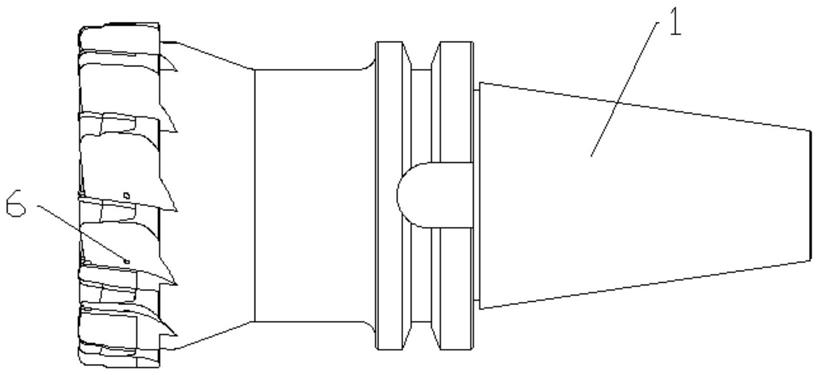
17.图1是本实用新型的主视图;
18.图2是图1的左视图;
19.图3是精铣刀片与粗铣刀片结构图。
20.附图标记说明如下:
21.1、刀柄;2、第一刀片固定台;3、第二刀片固定台;4、粗铣刀片;4a、a刀刃;5、精铣刀片;5a、b刀刃;6、冷却孔。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
23.参见图1-图3所示,本实用新型提供了一种粗精加工一体的高精度pcd成型铣刀,包括刀柄1,所述刀柄1的头端部沿圆周方向均匀成型有用于安装粗铣刀片4的第一刀片固定台2和用于安装精铣刀片5的第二刀片固定台3,且第一刀片固定台2设置有4个,第二刀片固定台3设置有8个;其中,相邻的两个第一刀片固定台2之间设置有两个第二刀片固定台3。精加工决定了效率以及最终精度,采用这样的精铣和粗铣排布方式能够提高加工精度和加工效率。
24.所述精铣刀片5的切削刃(图3中b刀刃5a)的切削外径大于所述粗铣刀片4的切削刃(图3中a刀刃4a)的切削外径;所述粗铣刀片4的切削刃(图3中a刀刃4a)相对于所述精铣刀片5的切削刃(图3中b刀刃5a)沿轴向向外突出,该结构能够实现进给时先粗加工后精加工,从而实现粗精加工一体化,保证加工质量和精度。
25.作为本案优选的实施方式,所述粗铣刀片4与所述精铣刀片5均采用pcd刀片。所述第一刀片固定台2与所述第二刀片固定台3的刀片安装面倾斜角度为4
°
。所述精铣刀片5的切削刃的切削外径比所述粗铣刀片4的切削刃的切削外径大0.35mm。所述粗铣刀片4的切削刃相对于所述精铣刀片5的切削刃沿轴向向外突出0.15mm。所述粗铣刀片4的切削刃倾斜角度为3
°
。
26.进一步的,所述刀柄1内成型有冷却液导流孔,相邻的两个刀片固定台之间开设有冷却孔6,所述冷却孔6与冷却液导流孔连通,用于对精铣刀片5或粗铣刀片4喷冷却液。
27.所述精铣刀片5的外轮廓形状为加工工件的内孔轮廓,即精加工决定了工件的最终轮廓。
28.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种粗精加工一体的高精度pcd成型铣刀,其特征在于:包括刀柄,所述刀柄的头端部沿圆周方向均匀成型有用于安装粗铣刀片的第一刀片固定台和用于安装精铣刀片的第二刀片固定台,且第一刀片固定台设置有4个,第二刀片固定台设置有8个;其中,相邻的两个第一刀片固定台之间设置有两个第二刀片固定台;所述精铣刀片的切削刃的切削外径大于所述粗铣刀片的切削刃的切削外径;所述粗铣刀片的切削刃相对于所述精铣刀片的切削刃沿轴向向外突出。2.根据权利要求1所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述粗铣刀片与所述精铣刀片均采用pcd刀片。3.根据权利要求1所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述第一刀片固定台与所述第二刀片固定台的刀片安装面倾斜角度为4
°
。4.根据权利要求1所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述精铣刀片的切削刃的切削外径比所述粗铣刀片的切削刃的切削外径大0.35mm。5.根据权利要求4所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述粗铣刀片的切削刃相对于所述精铣刀片的切削刃沿轴向向外突出0.15mm。6.根据权利要求4或5所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述粗铣刀片的切削刃倾斜角度为3
°
。7.根据权利要求1所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述刀柄内成型有冷却液导流孔,相邻的两个刀片固定台之间开设有冷却孔,所述冷却孔与冷却液导流孔连通,用于对精铣刀片或粗铣刀片喷冷却液。8.根据权利要求1所述一种粗精加工一体的高精度pcd成型铣刀,其特征在于:所述精铣刀片的外轮廓形状为加工工件的内孔轮廓。
技术总结
本实用新型公开了一种粗精加工一体的高精度PCD成型铣刀,包括刀柄,所述刀柄的头端部沿圆周方向均匀成型有用于安装粗铣刀片的第一刀片固定台和用于安装精铣刀片的第二刀片固定台,且第一刀片固定台设置有4个,第二刀片固定台设置有8个;其中,相邻的两个第一刀片固定台之间设置有两个第二刀片固定台;所述精铣刀片的切削刃的切削外径大于所述粗铣刀片的切削刃的切削外径;所述粗铣刀片的切削刃相对于所述精铣刀片的切削刃沿轴向向外突出。有益效果在于:通过该粗精加工一体的高精度PCD成型铣刀能够实现粗铣和精铣同步铣削的作用,并通过精铣刀片、粗铣刀片的排布方式进一步提高了加工精度以及精加工效率。了加工精度以及精加工效率。了加工精度以及精加工效率。
技术研发人员:张一 李佳
受保护的技术使用者:洛阳市速奈精密工具有限公司
技术研发日:2021.06.01
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1