一种定型整型模具的制作方法
1.本实用新型涉及一种模具,特别是一种定型整型模具,属于模具设计制造技术领域。
背景技术:
2.采用薄金属板制成的带空腔的盒状工件,在运输、搬运或摆放过程中不可避免的会产生一些形变,为了保证后续工序能正常进行,需要对其进行定型整型。现有的定型整型方式主要采用人工敲打的方式,也就是工人使用胶锤慢慢敲打变形的地方,直到恢复原状。这样的方式不仅效率低下,而且对工人的操作技术要求非常高,必须进过专业训练的工人才能完成。因此有必要对现有技术加以改进。
技术实现要素:
3.为解决现有金属盒状工件出现形变只能通过人工敲打的方式来定型整型,造成效率低下以及对工人操作要求较高的问题,本实用新型提供一种定型整型模具。
4.本实用新型通过下列技术方案完成:一种定型整型模具,包括与驱动机构相连接的凸模,设于凸模下方的定位座,其特征在于凸模内设有多个定位孔以及其内设弹簧的竖直孔,定位座上设有与凸模上的定位孔以及竖直孔内弹簧相套接的对应定位杆及竖直杆,且凸模外形与工件空腔形状相适应,以便顶部、底部带敞口、其内设空腔的工件置于定位座上,以便当驱动机构带动下压的凸模插入工件内腔时,通过凸模上的定位孔、竖直孔及其弹簧与定位座上的定位杆、竖直杆的配合,准确使凸模插入工件内腔进行定型、整型,弹簧则在凸模分离时起到助力的作用。
5.所述凸模包括上部的模座,以及下部的向下凸起,模座顶部与驱动机构相连接,凸模的向下凸起的两侧分别设有竖直定位孔,竖直定位孔及竖直孔底部均设为敞口,竖直孔间隔设于两竖直定位孔之间,设于竖直孔内的弹簧顶端与竖直孔的孔顶相接,底端从竖直孔底部敞口伸出并向下延伸,以便使用凸模对工件空腔进行定型整型,通过空腔实现整个工件的定型整型。
6.所述定位座设为顶面水平的座体,其顶面形状与工件底部形状相适应,定位座上的竖直杆间隔设于定位杆之间,竖直杆数量及位置与凸模上的竖直孔相对应,工件套设在定位杆及竖直杆外围,以便通过定位杆与定位孔配接对下压的凸模进行定位,从而避免凸模下压时偏离工件。
7.本实用新型具有下列优点和效果:采用上述方案,当驱动机构带动下压的凸模插入工件内腔时,通过凸模上的定位孔、竖直孔及其弹簧与定位座上的定位杆、竖直杆的配合,准确使凸模插入工件内腔进行定型、整型,当凸模要与工件及定位座分离时,弹簧可以提供助力,从而起到节能降耗的作用。本实用新型结构简单,使用方便,效果明显。实为一理想的模具。
附图说明
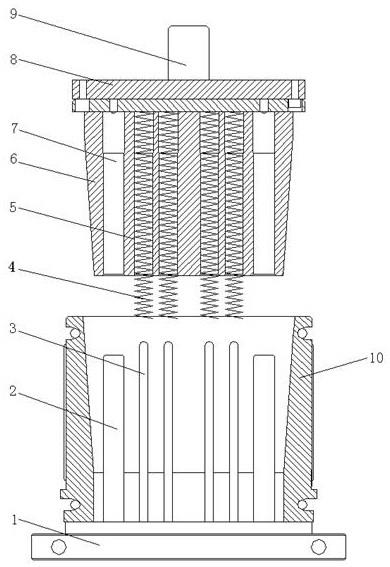
8.图1为本实用新型之剖视图。
具体实施方式
9.下面结合附图对本实用新型作进一步描述。
10.本实用新型提供的定型整型模具,包括与驱动机构相连接的凸模6,驱动机构为常规压力机,设于凸模6下方的定位座1,凸模6内设有多个定位孔7以及其内设弹簧4的竖直孔5,定位座1上设有与凸模上的定位孔7以及竖直孔5内弹簧4相套接的对应定位杆2及竖直杆3,且凸模6外形与工件10空腔形状相适应,顶部、底部带敞口、其内设空腔的工件10置于定位座1上;所述凸模6包括上部的模座8,以及下部的向下凸起,模座8顶部与驱动机构9相连接,凸模6的向下凸起的两侧分别设有竖直定位孔7,竖直定位孔7及竖直孔5底部均设为敞口,竖直孔5间隔设于两竖直定位孔7之间,设于竖直孔5内的弹簧4顶端与竖直孔5的孔顶相接,底端从竖直孔5底部敞口伸出并向下延伸;所述定位座1设为顶面水平的座体,其顶面形状与工件10底部形状相适应,定位座1上的竖直杆3间隔设于定位杆2之间,竖直杆3数量及位置与凸模6上的竖直孔5相对应,工件10套设在定位杆2及竖直杆3外围。
技术特征:
1.一种定型整型模具,包括与驱动机构相连接的凸模,设于凸模下方的定位座,其特征在于凸模内设有多个定位孔以及其内设弹簧的竖直孔,定位座上设有与凸模上的定位孔以及竖直孔内弹簧相套接的对应定位杆及竖直杆,且凸模外形与工件空腔形状相适应。2.根据权利要求1所述的定型整型模具,其特征在于所述凸模包括上部的模座,以及下部的向下凸起,模座顶部与驱动机构相连接,凸模的向下凸起的两侧分别设有竖直定位孔,竖直定位孔及竖直孔底部均设为敞口,竖直孔间隔设于两竖直定位孔之间,设于竖直孔内的弹簧顶端与竖直孔的孔顶相接,底端从竖直孔底部敞口伸出并向下延伸。3.根据权利要求1所述的定型整型模具,其特征在于所述定位座设为顶面水平的座体,其顶面形状与工件底部形状相适应,定位座上的竖直杆间隔设于定位杆之间,竖直杆数量及位置与凸模上的竖直孔相对应,工件套设在定位杆及竖直杆外围。
技术总结
本实用新型提供一种定型整型模具,包括与驱动机构相连接的凸模,设于凸模下方的定位座,其特征在于凸模内设有多个定位孔以及其内设弹簧的竖直孔,定位座上设有与凸模上的定位孔以及竖直孔内弹簧相套接的对应定位杆及竖直杆,且凸模外形与工件空腔形状相适应。当驱动机构带动下压的凸模插入工件内腔时,通过凸模上的定位孔、竖直孔及其弹簧与定位座上的定位杆、竖直杆的配合,准确使凸模插入工件内腔进行定型、整型,当凸模要与工件及定位座分离时,弹簧可以提供助力,从而起到节能降耗的作用。用。用。
技术研发人员:崔同判 于雷 蔡岱 郭晓飞
受保护的技术使用者:昆明雄邦模具制造有限公司
技术研发日:2021.06.08
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1