一种船舶尾气处理系统罐体免整体加工装配工装的制作方法
1.本实用新型涉及船舶尾气处理系统装配领域,特别涉及一种船舶尾气处理系统罐体免整体加工装配工装。
背景技术:
2.船舶尾气scr处理系统的罐体体积非常庞大,通常使用超大型机床进行一体式加工生产。但超大型机床的加工费用很高,并不符合目前企业降本增效的目的。
技术实现要素:
3.为了实现上述目的,本实用新型所采用的技术方案是:
4.一种船舶尾气处理系统罐体免整体加工装配工装,包括:
5.设置在底部的工装底座;
6.竖向向上的设置在所述工装底座前部的定位板;
7.若干根加强筋被分别设置在所述工装底座的上表面和所述定位板下部背面之间,所述加强筋和工装底座以及定位板相互两两垂直;
8.若干个定位固定孔设置在定位板上部,所述定位固定孔用于和工件通过紧固件连接固定后进行定位安装。
9.在本实用新型的一个优选实施例中,所述定位板平面为矩形状,通过焊接的方式进行固定。
10.在本实用新型的一个优选实施例中,还包括横向刻度线和竖向刻度线,所述横向刻度线设置在所述定位板上部的短边上,所述竖向刻度线设置在定位板上部两侧的长边上。
11.在本实用新型的一个优选实施例中,所述若干根加强筋数量为3根。
12.在本实用新型的一个优选实施例中,所述若干定位固定孔分别以均分的方式分布在所述定位板上部的上侧、左侧、下侧和右侧,若干定位孔的数量为6个。
13.在本实用新型的一个优选实施例中,所述定位板和所述工装底座的材质都采用低碳钢。
14.本实用新型的有益效果在于:
15.本实用新型所提供的一种船舶尾气处理系统罐体免整体加工装配工装,通过设置特殊的工装支架,通过技改达到对罐体进行分步式加工替代大型机床的目的。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
17.图1是本实用新型的产品侧视图。
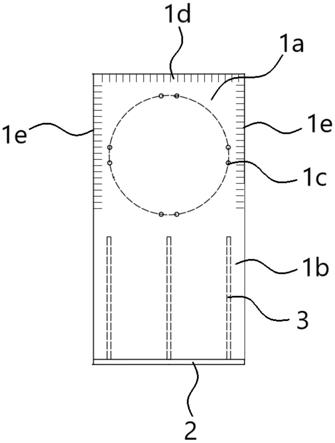
18.图2是本实用新型的产品主视图。
19.图3是本实用新型装配法兰支管后的示意图。
20.图4是本实用新型装配法兰支管后的侧视图。
21.图5是本实用新型装配法兰支管后的罐体示意图。
具体实施方式
22.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
24.参考图1至图5的一种船舶尾气处理系统罐体免整体加工装配工装,包括设置在底部的工装底座2。定位板1平面为矩形状通过焊接以竖向向上的角度固定在工装底座2的前部。定位板上部1a的短边上设置有横向刻度线1d,两侧的长边上设置有竖向刻度线1e,在定位板1焊接在工装底座2前,即通过校准将横向刻度线1d和竖向刻度线1e设置完成。考虑到定位板1的长度通常是工装底座2的数倍,为了放置定位板1和工装底座2焊接后角度因形变而发生改变,3根加强筋3被分别焊接在工装底座2的上表面和定位板下部1b的背面之间,加强筋3分别和工装底座2以及定位板1相互两两垂直。6个定位固定孔1c设置在定位板上部1a上,其分布方式分别为上侧2个,左侧2个,下侧2个,右侧2个;定位固定孔1c用于和法兰支管4的法兰边4a相连接,法兰边上开设有螺孔4b,通过使用螺栓可以将法兰支管4整个固定在定位板1上。
25.在制作本工装时,先将罐体5放置在装配工作台上,将定位板1与罐体5的法兰支管安装孔相互连接,然后开始装配工装底座2和定位板1以及加设加强筋3;再根据法兰支管安装孔的位置和法兰边4a的尺寸推算出与螺孔4b连接的定位固定孔1c的位置度;最后将定位板1与罐体5分离,并根据计算出的定位固定孔1c的位置度对其开始加工,以此确保当法兰支管4被固定在定位板1上时,其位置度能满足罐体5上的法兰支管安装孔的位置度,使两者贴合匹配焊接后能满足图纸要求。横向刻度线1d和竖向刻度线1e在整个过程中方便操作工测量定位。定位板1和工装底座2的材质都采用低碳钢,优选牌号为q235b。
技术特征:
1.一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,包括:设置在底部的工装底座;竖向向上的设置在所述工装底座前部的定位板;若干根加强筋被分别设置在所述工装底座的上表面和所述定位板下部背面之间,所述加强筋和工装底座以及定位板相互两两垂直;若干个定位固定孔设置在定位板上部,所述定位固定孔用于和工件通过紧固件连接固定后进行定位安装。2.如权利要求1所述的一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,所述定位板平面为矩形状,通过焊接的方式进行固定。3.如权利要求1所述的一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,还包括横向刻度线和竖向刻度线,所述横向刻度线设置在所述定位板上部的短边上,所述竖向刻度线设置在定位板上部两侧的长边上。4.如权利要求1所述的一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,所述若干根加强筋数量为3根。5.如权利要求1所述的一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,所述若干定位固定孔分别以均分的方式分布在所述定位板上部的上侧、左侧、下侧和右侧,若干定位孔的数量为6个。6.如权利要求1所述的一种船舶尾气处理系统罐体免整体加工装配工装,其特征在于,所述定位板和所述工装底座的材质都采用低碳钢。
技术总结
本实用新型公开了一种船舶尾气处理系统罐体免整体加工装配工装,包括:设置在底部的工装底座;竖向向上的设置在所述工装底座前部的定位板;若干根加强筋被分别设置在所述工装底座的上表面和所述定位板下部背面之间,所述加强筋和工装底座以及定位板相互两两垂直;若干个定位固定孔设置在定位板上部,所述定位固定孔用于和工件通过紧固件连接固定后进行定位安装。通过设置特殊的工装支架,通过技改达到对罐体进行分步式加工替代大型机床的目的。到对罐体进行分步式加工替代大型机床的目的。到对罐体进行分步式加工替代大型机床的目的。
技术研发人员:朱春雷
受保护的技术使用者:上海岱澜机械制造有限公司
技术研发日:2021.06.10
技术公布日:2021/12/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1