一种眼镜制作用高精度单晶钻石圆弧刀片的制作方法
1.本实用新型涉及钻石圆弧刀具的生产制造领域,尤其涉及一种眼镜制作用高精度单晶钻石圆弧刀片。
背景技术:
2.r2的cvd圆弧车刀,是用在眼镜镜片制作领域,工作原理是镜片旋转,刀具移动走刀加工,连续去除余量,保证镜片光度,完成产品的加工。随着光学镜片制造水平的不断提升,客户对于眼镜佩戴舒适度要求不断提高,镜片种类的增加,镜片的涉及种类大概有非球面,双面非球面,单光或多焦点等,如何准确的生产出光学度数更精确的镜片,这是光学镜片行业的技术难点。r2的钻石圆弧车刀,是镜片生产中保证镜片光度的重要工具。目前镜片工厂使用的刀具都是国外进口的刀具,刀具的波纹度在250纳米左右,镜片加工寿命为1600片左右,加工到1600片以后,镜片的度数就会超差;国内的刀具厂家生产的刀具波纹度在400纳米左右,由于波纹度数值比国外刀具大一百多纳米,在加工单焦点的镜片中,经常出现光度不准的情况,造成镜片报废。因此降低圆弧车刀的波纹度,就是一个技术难题,更小的波纹度能够提高钻石车刀的寿命、降低客户的加工成本、保证镜片的光度精准。
技术实现要素:
3.为了实现刀片在大量镜片加工后减少磨损、提高寿命、提高镜片的效果,本实用新型采用以下技术方案:
4.一种眼镜制作用高精度单晶钻石圆弧刀片,包括刀片基体、刀头,所述刀头固定安装于所述刀片基体顶端,刀头的后角为17
°
,刀头的前角范围为0
°±
0.05
°
,刀头的波纹度至多为100nm,刀头的后刀面和前刀面的粗糙度至多为0.02μm。设置的后角和前角的度数为最适合的切削树脂镜片的合适角度,有利于减缓刀具的磨损速度。
5.具体的,刀头为cvd钻石,所述刀片基体为钨钢合金。cvd钻石硬度高,钨钢合金的刀片基体,不仅制造成本低且硬度高,不容易损坏。
6.具体的,刀头上扇形面积内所述刀头的波纹度为80nm,扇形范围为以r2为扇形半径,以70
°
为圆心角,弧长对应于所述刀头的刀刃上。刀头有100nm以内极小的波纹度精度,可以使在生产镜片过程中,镜片的度数保证在
±
0.5
°
的范围内,有效的降低成本镜片生产成本、提高镜片产品品质,且提升了刀片的寿命。
7.具体的,刀头焊接于所述刀片基体顶端,焊接面积为5mm2。焊接面积为5mm2保证了焊接强度,保证刀具在加工过程中的稳定性,减少了脱焊出现的情况。
8.具体的,刀头的后刀面和前刀面的粗糙度为0.02μm。0.02μm的粗糙度,可以使得单点车床加工完成以后,镜片的被加工表面可以有一个很好的粗糙度,减少后面抛光工艺的余量,提高效率并且可以保证品质。
9.具体的,刀头的前角为0
°
,可以使得
10.从上面描述可得,该装置具有以下优点:
11.(1)采用了行星摆动磨削圆弧,可以稳定的去除钻石中的晶向硬点,使r2刀具的圆弧波纹度可以控制在100纳米以内。这种全新的磨削方法,可以推广使用在其他光学刀具的生产方面,使刀具的精度提升,提升磨削中的圆弧精度管控。
12.(2)通过使用该刀具可以帮客户有效的降低成本镜片生产成本、提高镜片产品品质。因为刀具有在100nm以内极小的波纹度精度,可以使在生产镜片过程中,镜片的度数保证在
±
0.5
°
的范围内。
13.(3)由于刀头的波纹度的改善提升,从原来的200多纳米,直接降低到80
‑
100纳米,延长了刀具寿命,且超过国外刀具50%的寿命。
14.(4)刀具的粗糙度为0.02μm,可以在单点车床加工完成以后,镜片的被加工表面可以有一个很好的粗糙度,减少后面抛光工艺的余量,可以提高效率并且可以保证品质。
15.(5)刀头与刀片基体之间的焊接面积为5mm2。焊接面积为5mm2保证了焊接强度,保证刀具在加工过程中的稳定性,减少了脱焊出现的情况。
附图说明
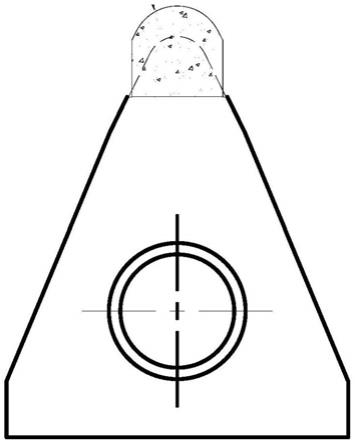
16.图1是一种眼镜制作用高精度单晶钻石圆弧刀片的正视图;
17.图2是一种眼镜制作用高精度单晶钻石圆弧刀片的侧视图;
18.附图标记:1刀片基体;2刀头;3扇形范围。
具体实施方式
19.下面结合图1至图2对本实用新型做进一步说明。
20.一种眼镜制作用高精度单晶钻石圆弧刀片,包括钨钢的刀片基体、cvd钻石的刀头。
21.cvd钻石刀头焊接于钨钢的刀片基体的顶端。为了最适合的切削树脂镜片的合适角度,减缓刀具的磨损速度,所以设置了刀头的后角为17
°
,刀头的前角为0
°
。现有的刀具由于刀头和刀具焊接面积小,时常发生脱焊情况。所以为了保证焊接强度,保证刀具在加工过程中的稳定性,减少脱焊的状况,采取将钻石刀头和钨钢基体的焊接面积进行了加大处理,焊接面积增至5mm2。
22.为了提升磨削中的圆弧精度管控,使得在镜片加工过程中,减少镜片度数波动,减少镜片中间的收刀位置有痕迹的问题,所以通过行星摆动磨削设备以及铸铁盘精磨刃口加工cvd钻石刀头。通过波纹度检测仪检测,刀头上扇形范围内刀头的波纹度为80nm,其中,扇形范围为以r2为扇形半径,以70
°
为圆心角,弧长对应于刀头的刀刃上夹角为70度,且刃口无崩缺。为了在单点车床加工完成以后,镜片的被加工表面可以有一个很好的粗糙度,减少后面抛光工艺的余量,提高效率并且可以保证品质,所以设置刀具的后刀面和前刀面粗糙度都为0.02μm。
23.从上面描述可得,该装置具有以下优点:
24.(1)采用了行星摆动磨削圆弧,可以稳定的去除钻石中的晶向硬点,使r2刀具的圆弧波纹度可以控制在100nm以内。这种全新的磨削方法,可以推广使用在其他光学刀具的生产方面,使刀具的精度提升,提升磨削中的圆弧精度管控。
25.(2)通过使用该刀具可以帮客户有效的降低成本镜片生产成本、提高镜片产品品
质。因为刀具有在100nm以内极小的波纹度精度,可以使在生产镜片过程中,镜片的度数保证在
±
0.5
°
的范围内。
26.(3)由于刀头的波纹度的改善提升,从原来的200nm多,直接降低到80
‑
100nm,延长了刀具寿命,且超过国外刀具50%的寿命。
27.(4)刀具的粗糙度为0.02μm,可以在单点车床加工完成以后,镜片的被加工表面可以有一个很好的粗糙度,减少后面抛光工艺的余量,可以提高效率并且可以保证品质。
28.(5)刀头与刀片基体之间的焊接面积为5mm2。保证了焊接强度,保证刀具在加工过程中的稳定性,减少了脱焊出现的情况。
29.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
技术特征:
1.一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,包括刀片基体、刀头,所述刀头固定安装于所述刀片基体顶端,所述刀头的后角为17
°
,所述刀头的前角为0
°±
0.05
°
,所述刀头的波纹度至多为100nm,所述刀头的后刀面和前刀面的粗糙度至多为0.02μm。2.根据权利要求1所述一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,所述刀头为cvd钻石,所述刀片基体为钨钢合金。3.根据权利要求1所述一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,所述刀头上扇形面积内所述刀头的波纹度为80nm,所述扇形范围为以r2为扇形半径,以70
°
为圆心角,弧长对应于所述刀头的刀刃上。4.根据权利要求1所述一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,所述刀头焊接于所述刀片基体顶端,焊接面积为5mm2。5.根据权利要求1所述一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,所述刀头的后刀面和前刀面的粗糙度为0.02μm。6.根据权利要求1所述一种眼镜制作用高精度单晶钻石圆弧刀片,其特征在于,所述刀头的前角为0
°
。
技术总结
一种眼镜制作用高精度单晶钻石圆弧刀片,涉及刀片生产制造领域。包括刀片基体、刀头。刀头焊接于刀片基体顶端,焊接面积为5mm2。刀头的后角为17
技术研发人员:王献峰 张继波 顾振雄 魏东 侯思兆
受保护的技术使用者:国宏工具系统(无锡)股份有限公司
技术研发日:2021.06.24
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1