整体锻造链轮切削设备的制作方法
1.本实用新型涉及链轮加工设备技术领域,具体是指整体锻造链轮切削设备。
背景技术:
2.整体锻造链轮加工完成之后需要对其链道进行磨削处理,由于目前没有专门应用于链道的磨削设备,因此对链轮的链道进行磨削处理时,操作困难,磨削效率和磨削质量均得不到保障。
技术实现要素:
3.本实用新型针对现有技术的不足,提供整体锻造链轮切削设备。
4.本实用新型是通过如下技术方案实现的,提供整体锻造链轮切削设备,包括卧式车床,卧式车床包括固定设置的主轴箱和移动设置的尾座,卡盘与主轴箱连接,锻造链轮安装在卡盘上;在卡盘的左右两侧分别设置一套链道磨削装置,每套链道磨削装置均包括底座,在底座上安装滚珠丝杆全封闭双导轨十字滑台;滚珠丝杆全封闭双导轨十字滑台的上滑动座上安装减速电机,减速电机的输出轴上安装磨削刀头。
5.作为优选,尾座上连接后顶针。
6.本实用新型的有益效果为:
7.通过两套链道磨削装置和卧式车床进行结构整合,两套链道磨削装置可以同时工作,磨削效率和磨削质量均能得到很好的保障。
附图说明
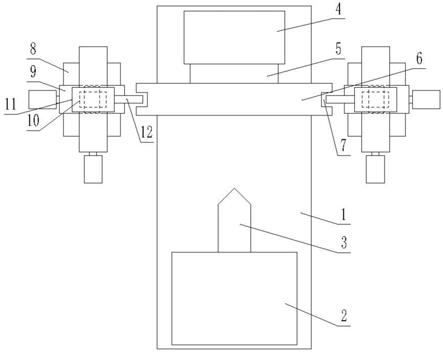
8.图1为本实用新型俯视结构示意图;
9.图中所示:
10.1、卧式车床,2、尾座,3、后顶针,4、主轴箱,5、卡盘,6、锻造链轮,7、链道,8、底座,9、滚珠丝杆全封闭双导轨十字滑台,10、上滑动座,11、减速电机,12、磨削刀头。
具体实施方式
11.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
12.如图1所示,本实用新型包括卧式车床1,所述卧式车床1为现有结构,卧式车床1包括固定设置的主轴箱4和移动设置的尾座2,卡盘5与主轴箱4连接,尾座2上连接后顶针3,锻造链轮6安装在卡盘5上。
13.在卡盘5的左右两侧分别设置一套链道磨削装置,每套链道磨削装置均包括底座8,在底座8上安装滚珠丝杆全封闭双导轨十字滑台9,滚珠丝杆全封闭双导轨十字滑台9为现有结构,十字滑台是由fls120系列直线模组搭建而成的两轴滑台,可实现二维空间运动。滚珠丝杆全封闭双导轨十字滑台9的上滑动座10上安装减速电机11,减速电机11的输出轴上安装磨削刀头12。
14.通过两套链道磨削装置和卧式车床1进行结构整合,两套链道磨削装置可以同时工作,磨削效率和磨削质量均能得到很好的保障。
15.具体使用时,通过卡盘5将锻造链轮6安装固定,调节尾座2的位置,使得后顶针3顶在锻造链轮6的轴心处。通过操作滚珠丝杆全封闭双导轨十字滑台9调节上滑动座10的左右位置和前后位置使得两套链道磨削装置的磨削刀头12均位于锻造链轮6的链道7内。启动卧式车床1,卡盘5带动锻造链轮6转动,减速电机11带动磨削刀头12转动实现对链道的磨削处理,磨削过程中操作滚珠丝杆全封闭双导轨十字滑台9,实现磨削刀头12的边磨削边进给,从而实现对链道的有效磨削处理。
16.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.整体锻造链轮切削设备,其特征在于:包括卧式车床,卧式车床包括固定设置的主轴箱和移动设置的尾座,卡盘与主轴箱连接,锻造链轮安装在卡盘上;在卡盘的左右两侧分别设置一套链道磨削装置,每套链道磨削装置均包括底座,在底座上安装滚珠丝杆全封闭双导轨十字滑台;滚珠丝杆全封闭双导轨十字滑台的上滑动座上安装减速电机,减速电机的输出轴上安装磨削刀头。2.根据权利要求1所述的整体锻造链轮切削设备,其特征在于:尾座上连接后顶针。
技术总结
本实用新型涉及整体锻造链轮切削设备,包括卧式车床,卧式车床包括固定设置的主轴箱和移动设置的尾座,卡盘与主轴箱连接,锻造链轮安装在卡盘上;在卡盘的左右两侧分别设置一套链道磨削装置,每套链道磨削装置均包括底座,在底座上安装滚珠丝杆全封闭双导轨十字滑台;滚珠丝杆全封闭双导轨十字滑台的上滑动座上安装减速电机,减速电机的输出轴上安装磨削刀头。通过两套链道磨削装置和卧式车床进行结构整合,两套链道磨削装置可以同时工作,磨削效率和磨削质量均能得到很好的保障。率和磨削质量均能得到很好的保障。率和磨削质量均能得到很好的保障。
技术研发人员:季贵昌 侯训海
受保护的技术使用者:山东成通锻造有限公司
技术研发日:2021.06.30
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1