用于大直径平底盲孔加工的平底钻的制作方法
1.本实用新型属于机械加工刀具技术领域,具体涉及一种用于大直径平底盲孔加工的平底钻。
背景技术:
2.平底盲孔作为孔类加工的难点,在数控加工中问题更加突出,因为数控机床是严格按照编辑的程序执行,不够灵活,没有智能性;在加工直径较大的平底盲孔时,需要经历多道程序,通常先使用钻头钻孔,再使用镗刀镗孔或者使用锪孔刀锪孔,最后形成圆形盲孔;这种方式加工出来的平底盲孔存在边缘不清晰、不锐利的现象,而且常常由于底面不平整需要重新磨削底面,此外采用多种刀具中途需要换刀加工也存在定位不准,精度下降的问题,同时加工效率也很低。
技术实现要素:
3.针对上述问题和技术需求,本实用新型提供一种能够一次性对大直径平底盲孔加工的平底钻。
4.本实用新型的技术方案如下:用于大直径平底盲孔加工的平底钻,包括刀柄、颈部和刀体,刀柄一端通过颈部与刀体固定连接,所述刀体为圆形,包括圆底面和凸出于圆底面设置的中心横刃、第一圆弧刃和第二圆弧刃,所述中心横刃贯穿于圆底面垂直向上设置,第一圆弧刃和第二圆弧刃分设于中心横刃的两侧,第一圆弧刃和第二圆弧刃沿着圆底面的边缘垂直向上设置,中心横刃一端与第一圆弧刃的端部连接,另一端与第二圆弧刃的端部连接,所述第一圆弧刃和第二圆弧刃呈中心对称。本刀具中,中心横刃能够铣削圆孔中心底面,第一圆弧刃和第二圆弧刃沿着边缘切割,能够使形成的圆孔边缘准确锐利,使最终形成的盲孔具有较高的精度。
5.进一步的,所述圆底面上的中心横刃与第一圆弧刃之间围合成第一容屑槽,中心横刃与第二圆弧刃之间围合成第二容屑槽,第一圆弧刃和第二圆弧刃未与中心横刃连接的一端均形成排屑口。钻孔需要一次成型,但是由于形成的圆形盲孔是较浅的大直径圆孔,因此切屑很难随着深入钻削被挤出,在中心横刃左右侧设置两个容屑槽能够暂存切屑,当切屑储满后还能顺着排屑口被排出。
6.进一步的,所述中心横刃的中心处设有钻尖,钻尖为四棱锥形。钻尖具有定心的作用,能够防止刀体震动,保证在钻孔过程中中心不偏移。
7.进一步的,所述第一圆弧刃包括第一圆弧座和第一刀齿组,第一刀齿组沿着第一圆弧座顶端面排布,第二圆弧刃包括第二圆弧座和第二刀齿组,第二刀齿组沿着第二圆弧座顶端面排布,所述第一圆弧座和第二圆弧座厚度相等。
8.进一步的,所述第一刀齿组由三个第一刀齿组成,第一刀齿朝外倾斜,第一刀齿的刃部和刃尖均在第一圆弧座外表面的延长面上。
9.进一步的,所述第二刀齿组由三个第二刀齿组成,第二刀齿朝内倾斜,第二刀齿的
刃部和刃尖均在第二圆弧座内表面的延长面上。
10.进一步的,所述第一刀齿的刃尖为尖角形,第二刀齿的刃尖为平行于圆底面的直线形。
11.上述方案中,第一刀齿和第二刀齿的根部宽度一致,第一刀齿刃部朝外切刃尖为尖角形,这能够保证切出锋利的圆边,而第二刀齿刃部朝外,切刃部为直线形,相对于尖角形较钝一些,这能够补充切屑第一刀齿朝内的一部分,衔接圆边和中心底面。
12.进一步的,所述刀体由硬质合金制造,中心横刃、第一圆弧刃和第二圆弧刃上均涂敷有金刚石涂层。
13.与现有技术相比,本实用新型的有益效果是:本刀具用于圆形平底盲孔的加工,第一刀齿锋利的刃尖能够保证切割出锋利的圆边,第二刀齿能够对圆边以内区域进一步切削,中心横刃能够保证形成的圆底面平滑整齐,中心横刃两端分别与第一圆弧刃和第二圆弧刃连接,使底面和圆边形成一个切割整体,中心横刃中部的钻尖能保证加工过程中中心不位移;采用本刀具加工平底孔,能够得到一个具有锋利边缘的大直径圆孔,其精度高,加工效率远高于传统加工方式。
附图说明
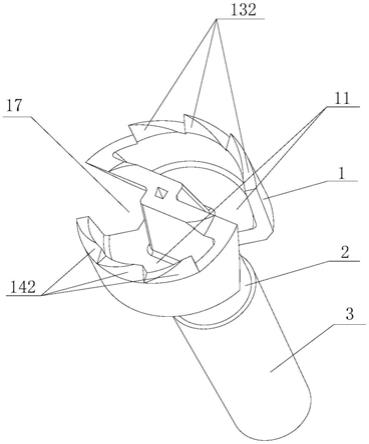
14.图1 为本实用新型用于大直径平底盲孔加工的平底钻的立体结构图一;
15.图2 为本实用新型用于大直径平底盲孔加工的平底钻的立体结构图二;
16.图3为本实用新型用于大直径平底盲孔加工的平底钻的端面图;
17.图中标记为:刀体1、圆底面11、中心横刃12、钻尖121、第一圆弧刃13、第一圆弧座131、第一刀齿组132、第二圆弧刃14、第二圆弧座141、第二刀齿组142、第一容屑槽15、第二容屑槽16、排屑口17、颈部2、刀柄3。
具体实施方式
18.下面结合附图和实施例对本实用新型做进一步的描述。
19.如图1-3所示为本实用新型用于大直径平底盲孔加工的平底钻,包括刀柄3、颈部2和刀体1,刀柄3一端通过颈部2与刀体1固定连接。
20.所述刀体1为圆形,包括圆底面11和凸出于圆底面11设置的中心横刃12、第一圆弧刃13和第二圆弧刃14,所述中心横刃12贯穿于圆底面11垂直向上设置,中心横刃12的中心处设有钻尖121,钻尖121为四棱锥形,钻尖121具有定心的作用,能够防止刀体1震动,保证在钻孔过程中中心不偏移。
21.所述第一圆弧刃13和第二圆弧刃14分设于中心横刃12的两侧,第一圆弧刃13和第二圆弧刃14沿着圆底面11的边缘垂直向上设置,中心横刃12一端与第一圆弧刃13的端部连接,另一端与第二圆弧刃14的端部连接,所述第一圆弧刃13和第二圆弧刃14呈中心对称。所述第一圆弧刃13包括第一圆弧座131和第一刀齿组132,第一刀齿组132沿着第一圆弧座131顶端面排布,第二圆弧刃14包括第二圆弧座141和第二刀齿组142,第二刀齿组142沿着第二圆弧座141顶端面排布,所述第一圆弧座131和第二圆弧座141厚度相等。
22.所述第一刀齿组132由三个第一刀齿组成,第一刀齿朝外倾斜,第一刀齿的刃部和刃尖均在第一圆弧座131外表面的延长面上。所述第二刀齿组142由三个第二刀齿组成,第
二刀齿朝内倾斜,第二刀齿的刃部和刃尖均在第二圆弧座141内表面的延长面上。所述第一刀齿的刃尖为尖角形,第二刀齿的刃尖为平行于圆底面的直线形。第一刀齿和第二刀齿的根部宽度一致,第一刀齿刃部朝外切刃尖为尖角形,这能够保证切出锋利的圆边,而第二刀齿刃部朝外,切刃部为直线形,相对于尖角形较钝一些,这能够补充切屑第一刀齿朝内的一部分,衔接圆边和中心底面。
23.所述刀体1由硬质合金制造,中心横刃12、第一圆弧刃13和第二圆弧刃14上均涂敷有金刚石涂层;所述圆底面11上的中心横刃12与第一圆弧刃13之间围合成第一容屑槽15,中心横刃12与第二圆弧刃14之间围合成第二容屑槽16,第一圆弧刃13和第二圆弧刃14未与中心横刃12连接的一端均形成排屑口17。钻孔需要一次成型,但是由于形成的圆形盲孔是较浅的大直径圆孔,因此切屑很难随着深入钻削被挤出,在中心横刃左右侧设置两个容屑槽能够暂存切屑,当切屑储满后还能顺着排屑口17被排出。
24.以上所述,仅为本实用新型较佳的几个实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本实用新型的保护范围内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
技术特征:
1.用于大直径平底盲孔加工的平底钻,其特征在于:包括刀柄、颈部和刀体,刀柄一端通过颈部与刀体固定连接,所述刀体为圆形,包括圆底面和凸出于圆底面设置的中心横刃、第一圆弧刃和第二圆弧刃,所述中心横刃贯穿于圆底面垂直向上设置,第一圆弧刃和第二圆弧刃分设于中心横刃的两侧,第一圆弧刃和第二圆弧刃沿着圆底面的边缘垂直向上设置,中心横刃一端与第一圆弧刃的端部连接,另一端与第二圆弧刃的端部连接,所述第一圆弧刃和第二圆弧刃呈中心对称。2.根据权利要求1所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述圆底面上的中心横刃与第一圆弧刃之间围合成第一容屑槽,中心横刃与第二圆弧刃之间围合成第二容屑槽,第一圆弧刃和第二圆弧刃未与中心横刃连接的一端均形成排屑口。3.根据权利要求1所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述中心横刃的中心处设有钻尖,钻尖为四棱锥形。4.根据权利要求1所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述第一圆弧刃包括第一圆弧座和第一刀齿组,第一刀齿组沿着第一圆弧座顶端面排布,第二圆弧刃包括第二圆弧座和第二刀齿组,第二刀齿组沿着第二圆弧座顶端面排布,所述第一圆弧座和第二圆弧座厚度相等。5.根据权利要求4所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述第一刀齿组由三个第一刀齿组成,第一刀齿朝外倾斜,第一刀齿的刃部和刃尖均在第一圆弧座外表面的延长面上。6.根据权利要求5所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述第二刀齿组由三个第二刀齿组成,第二刀齿朝内倾斜,第二刀齿的刃部和刃尖均在第二圆弧座内表面的延长面上。7.根据权利要求6所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述第一刀齿的刃尖为尖角形,第二刀齿的刃尖为平行于圆底面的直线形。8.根据权利要求1所述的用于大直径平底盲孔加工的平底钻,其特征在于:所述刀体由硬质合金制造,中心横刃、第一圆弧刃和第二圆弧刃上均涂敷有金刚石涂层。
技术总结
本实用新型公开了一种用于大直径平底盲孔加工的平底钻,包括刀柄、颈部和刀体,刀柄一端通过颈部与刀体固定连接,所述刀体为圆形,包括圆底面和凸出于圆底面设置的中心横刃、第一圆弧刃和第二圆弧刃,所述中心横刃贯穿于圆底面垂直向上设置,第一圆弧刃和第二圆弧刃分设于中心横刃的两侧,第一圆弧刃和第二圆弧刃沿着圆底面的边缘垂直向上设置,中心横刃一端与第一圆弧刃的端部连接,另一端与第二圆弧刃的端部连接,所述第一圆弧刃和第二圆弧刃呈中心对称;本平底钻能够一次完成对大直径平底盲孔加工,且加工精度高,圆边锋利,加工效率高。加工效率高。加工效率高。
技术研发人员:戴少杰 戴志伟 恽建琴
受保护的技术使用者:常州市志伟工具有限公司
技术研发日:2021.08.06
技术公布日:2022/2/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1