I5数控系统视觉识别功能高精度定位具的制作方法
i5数控系统视觉识别功能高精度定位具
技术领域
1.本实用新型涉及数控机床零件定位技术领域,特别涉及i5数控系统视觉识别功能高精度定位具。
背景技术:
2.数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
3.数控机床常规建立零件坐标系的方法是,需要机床主轴在旋转状态下,通过手动操作寻边器,找寻圆形零件的三个位置的坐标,自动生成零件圆心坐标;i5数控系统的视觉识别功能是通过一套照相机组件,按照设定程序扫描圆形零件的三个位置的坐标,自动生成零件的圆心坐标,但是对于圆形零件而言,车序加工完成后棱边倒角后对视觉识别功能的影响较大,定位精度误差较大。
技术实现要素:
4.本实用新型的目的在于提供i5数控系统视觉识别功能高精度定位具,以解决上述背景技术中提出对于圆形零件而言,车序加工完成后棱边倒角后对视觉识别功能的影响较大的问题。
5.为实现上述目的,本实用新型提供如下技术方案:i5数控系统视觉识别功能高精度定位具,包括数控机床工作台,所述数控机床的内部设置有照相机组件,所述数控机床工作台的顶部上放置有待加工零件,所述待加工零件的侧壁上设置有i5定位具,所述i5定位具的底部侧壁上安装有磁铁;
6.所述i5定位具的顶部中心处开设有视觉识别检测孔。
7.优选的,所述i5定位具包括定位具座、连接柱与圆形柱,所述视觉识别检测孔开设在所述定位具座的顶部中心处,所述连接柱位于所述定位具座的底部,所述圆形柱位于所述连接柱的底部。
8.优选的,所述i5定位具的数量为三个。
9.优选的,所述i5定位具在所述待加工零件的侧壁上分布均匀。
10.优选的,所述磁铁的数量为六个。
11.优选的,所述i5定位具的材质为不锈钢。
12.本实用新型的技术效果和优点:
13.1、通过设置的i5定位具与磁铁,实现操作简单、快捷,在需要建立加工坐标系前,可提前将三组定位具座与对应的两组磁铁组装完成准备待用,待加工零件装夹完成后直接将组装完成的三组定位具贴合在待加工零件圆周的三等分相近处,直接运行视觉识别功能即可确定待加工零件圆心并建立加工坐标系。
14.2、定位准确,精度高,由于定位具座的定位圆孔与小圆柱的外圆同轴精度0.01mm,
定位圆孔与大圆柱下表面垂直度0.01mm,三件一组且在大圆柱与小圆柱连接处有空刀处理,成功避免了由于待加工零件倒角产生毛刺干涉贴合精度。
15.3、待加工零件易加工,装配简单,定位具座加工简单,一次装夹即可完成主要精度位置的加工,磁铁为普通型号购买方便,整套定位具不需改变机床结构及待加工零件结构。
附图说明
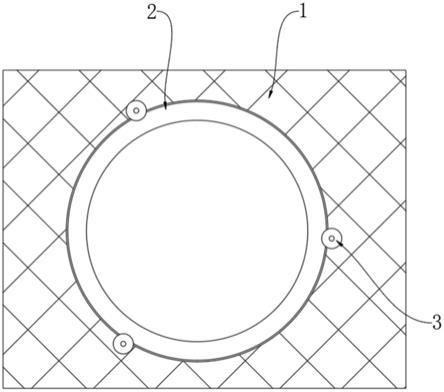
16.图1为本实用新型整体结构的示意图。
17.图2为本实用新型待加工零件与i5定位具立体结构的示意图。
18.图3为本实用新型i5定位具平面结构的剖视图。
19.图4为本实用新型i5定位具立体结构的示意图。
20.图中:1、数控机床工作台;2、待加工零件;3、i5定位具;31、定位具座;32、连接柱;33、圆形柱;4、磁铁;5、视觉识别检测孔。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.本实用新型提供了如图1-4所示的i5数控系统视觉识别功能高精度定位具,包括数控机床工作台1,数控机床的内部设置有照相机组件,数控机床工作台1的顶部上放置有待加工零件2,待加工零件2的侧壁上设置有i5定位具3,i5定位具3的数量为三个,通过三个i5定位具3,使其与待加工零件2的上表面和侧壁紧密贴合在一起,保证定位具的轴线与零件的轴线平行,避免由于零件倒角不一致或倒角有毛刺导致的视觉识别功能定位精度误差,i5定位具3的底部侧壁上安装有磁铁4,磁铁4的数量为六个,i5定位具3的顶部中心处开设有视觉识别检测孔5,待加工零件2装夹完成后,需要建立零件坐标系时,将i5定位具3取出并将配套的两组磁铁4分别贴合在定位具座31的下面及圆形柱33的侧面,保证两组磁铁4之间留有与待加工零件2圆周半径相近的距离,两组磁铁4不能贴合在一起,然后将组装完成的i5定位具贴近待加工零件2的外圆,使其圆形柱(33)的外圆和磁铁4与待加工零件2的外圆贴合,定位具座31的下表面和磁铁4与待加工零件2的上表面贴合,检查两处贴合面,接触严密无缝隙即可,再分别在待加工零件2圆周的三等分相近位置进行上述操作两次,视觉识别功能就便可找寻三个定位具的位置,确定最终零件圆心的位置,建立加工坐标系。
23.在本实施例中,i5定位具3包括定位具座31、连接柱32与圆形柱33,视觉识别检测孔5开设在定位具座31的顶部中心处,连接柱32位于定位具座31的底部,圆形柱33位于连接柱32的底部,i5定位具3安装简单、快捷,整套i5定位具3配合机床对零件进行加工。
24.在本实施例中,i5定位具3在待加工零件2的侧壁上分布均匀,组装完成的i5定位具3分别贴合在待加工零件2的三等分位置,便于视觉识别功能对视觉识别检测孔5进行扫描。
25.在本实施例中,i5定位具3的材质为不锈钢,不锈钢具有优异的耐蚀性、成型性、相容性以及强韧性等系列特点。
26.本实用工作原理:本实用新型为i5数控系统视觉识别功能高精度定位具,首先将定位具座31与磁铁4提前组装完成,待加工零件2装夹结束后,把组装完成的i5定位具3按照视觉识别预先准备的程序位置分别贴合在待加工零件2的三等分位置,检查接触定位具座1底面与圆形柱33侧面的重合度。
27.运行视觉识别功能分别扫描定位具座31顶部的视觉识别检测孔5位置,扫描结束后i5系统的视觉识别功能自动计算并建立待加工零件3的圆心的坐标系,便于后序加工。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.i5数控系统视觉识别功能高精度定位具,包括数控机床工作台(1),其特征在于:所述数控机床的内部设置有照相机组件,所述数控机床工作台(1)的顶部上放置有待加工零件(2),所述待加工零件(2)的侧壁上设置有i5定位具(3),所述i5定位具(3)的底部侧壁上安装有磁铁(4);所述i5定位具(3)的顶部中心处开设有视觉识别检测孔(5)。2.根据权利要求1所述的i5数控系统视觉识别功能高精度定位具,其特征在于:所述i5定位具(3)包括定位具座(31)、连接柱(32)与圆形柱(33),所述视觉识别检测孔(5)开设在所述定位具座(31)的顶部中心处,所述连接柱(32)位于所述定位具座(31)的底部,所述圆形柱(33)位于所述连接柱(32)的底部。3.根据权利要求1所述的i5数控系统视觉识别功能高精度定位具,其特征在于:所述i5定位具(3)的数量为三个。4.根据权利要求1所述的i5数控系统视觉识别功能高精度定位具,其特征在于:所述i5定位具(3)在所述待加工零件(2)的侧壁上分布均匀。5.根据权利要求1所述的i5数控系统视觉识别功能高精度定位具,其特征在于:所述磁铁(4)的数量为六个。6.根据权利要求1所述的i5数控系统视觉识别功能高精度定位具,其特征在于:所述i5定位具(3)的材质为不锈钢。
技术总结
本实用新型公开了I5数控系统视觉识别功能高精度定位具,包括数控机床工作台,数控机床的内部设置有照相机组件,数控机床工作台的顶部上放置有待加工零件,待加工零件的侧壁上设置有I5定位具,I5定位具的底部侧壁上安装有磁铁,I5定位具的顶部中心处开设有视觉识别检测孔,通过安装的I5定位具与磁铁,实现操作简单、快捷,在需要建立加工坐标系前,可提前将三组定位具座与对应的两组磁铁组装完成准备待用,待加工零件装夹完成后直接将组装完成的三组定位具贴合在待加工零件圆周的三等分相近处,直接运行视觉识别功能即可确定待加工零件圆心并建立加工坐标系,整套定位具不需改变机床结构及待加工零件结构。床结构及待加工零件结构。床结构及待加工零件结构。
技术研发人员:谯川 石晓东 温雨冬 杜红光 王焕志
受保护的技术使用者:沈阳海克机床有限公司
技术研发日:2021.08.17
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1