一种用于汽车滤清器大孔径密封孔的加工刀具的制作方法
1.本实用新型属于铝合金精密加工领域,具体涉及一种汽车零部件生产过程中大孔径密封孔的加工刀具。
背景技术:
2.如图3所示,在传统的加工工艺中,对于密封的孔系,采用的是pcd焊接刀具。此类刀具,刀片直接焊接在刀体上,孔径不可调整,其维修或更换的成本高昂。对于两个或多个同心孔加工时,因切削力大从而导致生产效率低。
技术实现要素:
3.发明目的:本实用新型是为了解决一款发动机滤清器壳体,两个同心的密封孔加工工艺,提供一种装有刀夹的复合镗刀,可对孔径的大小进行微调,生产过程更加稳定。降低维修或更换成本。减少切削力,提高生产效率。
4.技术方案:一种用于汽车滤清器大孔径密封孔的加工刀具,加工刀具包括整体式刀体,所述的整体式刀体的前后两端分别安装有第一刀夹和第二刀夹;
5.所述的第一刀夹上设有第一pcd刀片和锁紧螺钉;所述的第一pcd刀片焊接在第一刀夹上,所述的第一刀夹通过锁紧螺钉固定在整体式刀体上;
6.所述的第二刀夹上设有第二pcd刀片和锁紧螺钉;所述的第二pcd刀片焊接在第二刀夹上,所述的第二刀夹通过锁紧螺钉固定在整体式刀体上;
7.所述的第一刀夹和第二刀夹上均安装有直径调节螺钉和高度调节螺钉;所述的直径调节螺钉用于调节第一刀夹和第二刀夹的直径,满足产品图纸的尺寸要求;所述的直径调节螺钉的尾部要顶在整体式刀体上;所述的高度调节螺钉用于调节第一刀夹和第二刀夹的高度,满足产品图纸中两个孔的高低差尺寸要求;所述的高度调节螺钉的尾部要顶在整体式刀体上。
8.进一步的,所述的直径调节螺钉可对第一刀夹和第二刀夹的直径进行微调,能够准确调整孔径大小,从而达到合格尺寸,所述的直径调节螺钉能够提高第一刀夹和第二刀夹切削刚性及孔径稳定性,防止第一刀夹和第二刀夹因切削力大导致振刀及孔径尺寸超差。
9.进一步的,所述的高度调节螺钉可对第一刀夹和第二刀夹的高度差进行微调,能够准确调整两个刀夹的高度差,从而达到图纸要求,所述的高度调节螺钉能够提高第一刀夹和第二刀夹的切削刚性,防止第一刀夹和第二刀夹因切削力大而后退,使生产过程更加稳定。
10.有益效果:本实用新型是为了解决因产品大批量生产所带来的产能需求,高的刀具成本,提供一种复合型加工刀具。后期刀具磨损后,只要重新焊接pcd刀片即可,重新焊接pcd刀片比新制作刀夹的费用降低50%以上,一个刀夹可重复利用3-4次,提高了生产效率,降低了刀具成本。
附图说明
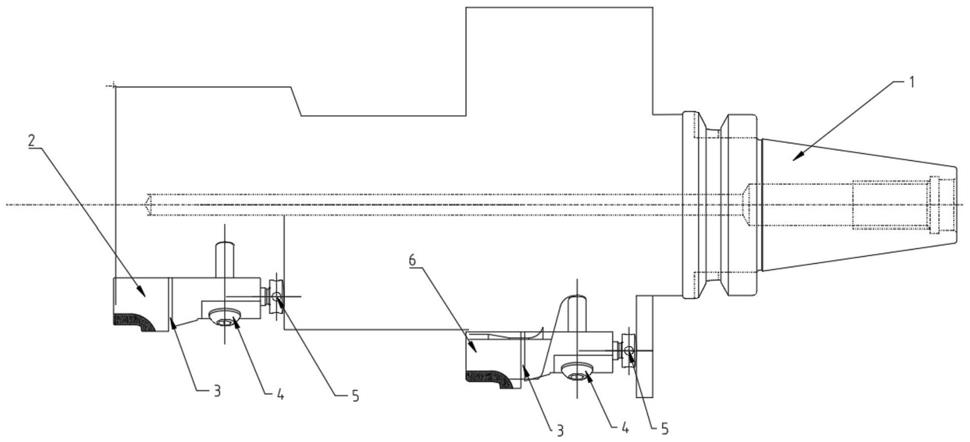
11.图1为本实用新型刀具的具体结构示意图;
12.图2为本实用新型刀具的第一pcd刀片7和第二pcd刀片8的结构示意图;
13.图3为传统pcd焊接刀具结构示意图。
具体实施方式
14.为了更清晰地说明本实用新型在实施中的技术方案,下面将对实施例中所需要使用的附图简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
15.如图1-2所示,本实用新型公开了一种用于汽车滤清器大孔径密封孔的加工刀具,加工刀具包括整体式刀体1,所述的整体式刀体1的前后两端分别安装有第一刀夹2和第二刀夹6。
16.所述的第一刀夹2上设有第一pcd刀片7和锁紧螺钉4;所述的第一pcd刀片7焊接在第一刀夹2上,所述的第一刀夹2通过锁紧螺钉4固定在整体式刀体1上。
17.所述的第二刀夹6上设有第二pcd刀片8和锁紧螺钉4;所述的第二pcd刀片8焊接在第二刀夹6上,所述的第二刀夹6通过锁紧螺钉4固定在整体式刀体1上。
18.所述的第一刀夹2和第二刀夹6上均安装有直径调节螺钉3和高度调节螺钉5;所述的直径调节螺钉3用于调节第一刀夹2和第二刀夹6的直径,满足产品图纸的尺寸要求;所述的直径调节螺钉3的尾部要顶在整体式刀体1上;所述的高度调节螺钉5用于调节第一刀夹2和第二刀夹6的高度,满足产品图纸中两个孔的高低差尺寸要求;所述的高度调节螺钉5的尾部要顶在整体式刀体1上。
19.所述的直径调节螺钉3可对第一刀夹2和第二刀夹6的直径进行微调,能够准确调整孔径大小,从而达到合格尺寸,所述的直径调节螺钉3能够提高第一刀夹2和第二刀夹6切削刚性及孔径稳定性,防止第一刀夹2和第二刀夹6因切削力大导致振刀及孔径尺寸超差。
20.所述的高度调节螺钉5可对第一刀夹2和第二刀夹6的高度差进行微调,能够准确调整两个刀夹的高度差,从而达到图纸要求,所述的高度调节螺钉5能够提高第一刀夹2和第二刀夹6的切削刚性,防止第一刀夹2和第二刀夹6因切削力大而后退,使生产过程更加稳定。
21.本实用新型是为了解决一款发动机滤清器壳体,两个同心的密封孔加工工艺,提供一种装有刀夹的复合镗刀,可对孔径的大小进行微调,生产过程更加稳定,降低维修或更换成本,减少切削力,提高生产效率。
22.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
技术特征:
1.一种用于汽车滤清器大孔径密封孔的加工刀具,其特征在于:加工刀具包括整体式刀体(1),所述的整体式刀体(1)的前后两端分别安装有第一刀夹(2)和第二刀夹(6);所述的第一刀夹(2)上设有第一pcd刀片(7)和锁紧螺钉(4);所述的第一pcd刀片(7)焊接在第一刀夹(2)上,所述的第一刀夹(2)通过锁紧螺钉(4)固定在整体式刀体(1)上;所述的第二刀夹(6)上设有第二pcd刀片(8)和锁紧螺钉(4);所述的第二pcd刀片(8)焊接在第二刀夹(6)上,所述的第二刀夹(6)通过锁紧螺钉(4)固定在整体式刀体(1)上;所述的第一刀夹(2)和第二刀夹(6)上均安装有直径调节螺钉(3)和高度调节螺钉(5);所述的直径调节螺钉(3)用于调节第一刀夹(2)和第二刀夹(6)的直径,满足产品图纸的尺寸要求;所述的直径调节螺钉(3)的尾部要顶在整体式刀体(1)上;所述的高度调节螺钉(5)用于调节第一刀夹(2)和第二刀夹(6)的高度,满足产品图纸中两个孔的高低差尺寸要求;所述的高度调节螺钉(5)的尾部要顶在整体式刀体(1)上。2.根据权利要求1所述的一种用于汽车滤清器大孔径密封孔的加工刀具,其特征在于:所述的直径调节螺钉(3)可对第一刀夹(2)和第二刀夹(6)的直径进行微调,能够准确调整孔径大小,从而达到合格尺寸,所述的直径调节螺钉(3)能够提高第一刀夹(2)和第二刀夹(6)切削刚性及孔径稳定性,防止第一刀夹(2)和第二刀夹(6)因切削力大导致振刀及孔径尺寸超差。3.根据权利要求1所述的一种用于汽车滤清器大孔径密封孔的加工刀具,其特征在于:所述的高度调节螺钉(5)可对第一刀夹(2)和第二刀夹(6)的高度差进行微调,能够准确调整两个刀夹的高度差,从而达到图纸要求,所述的高度调节螺钉(5)能够提高第一刀夹(2)和第二刀夹(6)的切削刚性,防止第一刀夹(2)和第二刀夹(6)因切削力大而后退,使生产过程更加稳定。
技术总结
本实用新型公开了一种用于汽车滤清器大孔径密封孔的加工刀具,其中,PCD刀片焊接在刀夹上,刀夹通过锁紧螺钉,固定在整体式刀体上。直径调节螺钉用于调节刀具直径,满足产品图纸要求,直径调节螺钉尾部要顶在刀体上,提高刀夹切削刚性及孔径稳定性,防止刀夹因切削力大导致振刀及孔径尺寸超差。高度调节螺钉用于调节刀夹高度,满足产品图纸中两个孔的高低差尺寸要求,高度调节螺钉的尾部要顶在刀体上,提高刀夹切削刚性,防止刀夹因切削力大而后退。本实用新型提供的复合型加工刀具在后期刀具磨损后,只要重新焊接PCD刀片即可,比新制作刀夹的费用降低50%以上,一个刀夹可重复利用3-4次,提高了生产效率,降低了刀具成本。降低了刀具成本。降低了刀具成本。
技术研发人员:程新安
受保护的技术使用者:广东鸿泰南通精机科技有限公司
技术研发日:2021.08.31
技术公布日:2022/3/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1