一种基于风机进风口生产用一次性成型模具的制作方法
1.本实用新型涉模具制造技术领域,具体涉及一种基于风机进风口生产用一次性成型模具。
背景技术:
2.风机是依靠输入的机械能,提高气体压力并排送气体的机械,它是一种从动的流体机械。通常所说的风机包括通风机,鼓风机,风力发电机;风机广泛用于工厂、矿井、隧道、冷却塔、车辆、船舶和建筑物的通风、排尘和冷却,锅炉和工业炉窑的通风和引风;空气调节设备和家用电器设备中的冷却和通风;谷物的烘干和选送,风洞风源和气垫船的充气和推进等。
3.风机包含有各种零部件,进风口则是其中一项,进风口在制造时采用冲压制造,这就需要使用到冲压模具,但是现有的冲压模具在使用时限制效果较差,容易发生冲压变形过大的情况。
技术实现要素:
4.(一)要解决的技术问题
5.为了克服现有技术不足,现提出一种基于风机进风口生产用一次性成型模具,解决了现有的冲压模具在使用时限制效果较差,容易发生冲压变形过大的问题。
6.(二)技术方案
7.本实用新型通过如下技术方案实现:本实用新型提出了一种基于风机进风口生产用一次性成型模具,包括进风口上模具和进风口下模具,其特征在于:所述进风口上模具一端设置有圆环形冲压凸块,所述进风口上模具和圆环形冲压凸块内部开设有上模具冲压空槽,所述进风口下模具一端设置有圆环形冲压凹槽,所述圆环形冲压凹槽一端设置有下模具冲压块,所述进风口上模具内部开设有反口冲压斜槽,所述进风口上模具内部开设有反口冲压活动槽,所述进风口上模具内部开设有冲压杆通槽。
8.进一步的,所述冲压杆通槽内部活动连接有反口冲压杆。
9.进一步的,所述反口冲压杆一端固定连接有反口冲压块,所述反口冲压块位于所述反口冲压斜槽和反口冲压活动槽内部,且所述反口冲压块为上宽下窄梯形结构,且其侧边倾斜度与所述反口冲压斜槽倾斜度规格匹配。
10.进一步的,所述圆环形冲压凸块与所述圆环形冲压凹槽规格匹配,所述圆环形冲压凸块可扣入所述圆环形冲压凹槽内部。
11.进一步的,所述上模具冲压空槽与所述下模具冲压块规格匹配,所述下模具冲压块可扣入所述上模具冲压空槽内部。
12.进一步的,所述上模具冲压空槽、反口冲压斜槽、反口冲压活动槽和冲压杆通槽之间贯通连接。
13.(三)有益效果
14.本实用新型相对于现有技术,具有以下有益效果:
15.1、本实用新型中启动冲压设备,圆环板被下模具冲压块顶入进风口上模具的上模具冲压空槽内,圆环板四周向下变形,四周向下变形直至接触圆环形冲压凹槽,此时向四周扩散变形,当顶住圆环形冲压凹槽四周侧壁时被限制,进风口上模具和进风口下模具精密贴合,圆环形冲压凸块压入圆环形冲压凹槽内,将圆环板四周冲压为扁平形状完成基本冲压,圆环形冲压凸块和圆环形冲压凹槽能够起到很好的限制效果,有效防止变形过大;
16.2、本实用新型中圆环板中部顶入上模具冲压空槽内内后继续向上发生变形,直至圆环板内圆边缘四周超出上模具冲压空槽进入反口冲压斜槽内,此时反口冲压杆向下冲压,将反口冲压块向下推动,上宽下窄梯形结构的反口冲压块下部接触圆环板内圆边缘后,圆环板内圆边缘顺着反口冲压块的形状发生变形,圆环板内圆边缘四周变形贴合反口冲压斜槽完成反口冲压,可一次成型无需更换模具进行多次冲压。
附图说明
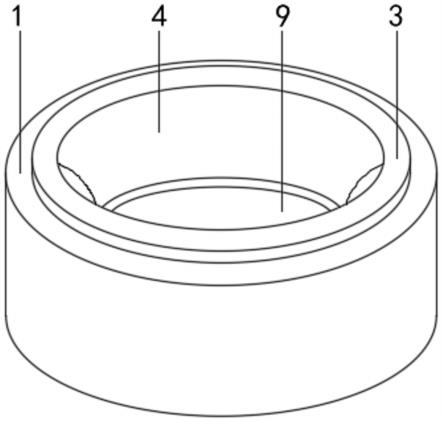
17.图1是本实用新型所述一种基于风机进风口生产用一次性成型模具的结构示意图;
18.图2是本实用新型所述一种基于风机进风口生产用一次性成型模具的内部结构示意图;
19.图3是本实用新型所述一种基于风机进风口生产用一次性成型模具中物料盘的结构示意图。
20.附图标记说明如下:
21.1、进风口上模具;2、进风口下模具;3、圆环形冲压凸块;4、上模具冲压空槽;5、圆环形冲压凹槽;6、下模具冲压块;7、反口冲压斜槽;8、反口冲压活动槽;9、冲压杆通槽;10、反口冲压杆;11、反口冲压块。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.如图1-图3所示,本实施例中的一种基于风机进风口生产用一次性成型模具,包括进风口上模具1和进风口下模具2,其特征在于:所述进风口上模具1一端设置有圆环形冲压凸块3,所述进风口上模具1和圆环形冲压凸块3内部开设有上模具冲压空槽4,所述进风口下模具2一端设置有圆环形冲压凹槽5,所述圆环形冲压凹槽5一端设置有下模具冲压块6,所述进风口上模具1内部开设有反口冲压斜槽7,所述进风口上模具1内部开设有反口冲压活动槽8,所述进风口上模具1内部开设有冲压杆通槽9。
24.实施例一
25.所述冲压杆通槽9内部活动连接有反口冲压杆10。
26.实施例二
27.所述反口冲压杆10一端固定连接有反口冲压块11,所述反口冲压块11位于所述反口冲压斜槽7和反口冲压活动槽8内部,且所述反口冲压块11为上宽下窄梯形结构,且其侧
边倾斜度与所述反口冲压斜槽7倾斜度规格匹配。
28.实施例三
29.所述圆环形冲压凸块3与所述圆环形冲压凹槽5规格匹配,所述圆环形冲压凸块3可扣入所述圆环形冲压凹槽5内部。
30.实施例四
31.所述上模具冲压空槽4与所述下模具冲压块6规格匹配,所述下模具冲压块6可扣入所述上模具冲压空槽4内部。
32.实施例五
33.所述上模具冲压空槽4、反口冲压斜槽7、反口冲压活动槽8和冲压杆通槽9之间贯通连接。
34.本实施例的具体实施过程如下:将进风口上模具1和进风口下模具2安装于冲压设备上,选择一块圆环板,内外圆尺寸规格根据冲压模具规格选择合适规格,将圆环板放置在下模具上,使圆环板中间圆孔位置与下模具冲压块6位置对应,此时启动冲压设备,圆环板被下模具冲压块6顶入进风口上模具1的上模具冲压空槽4内,圆环板四周向下变形,四周向下变形直至接触圆环形冲压凹槽5,此时向四周扩散变形,当顶住圆环形冲压凹槽5四周侧壁时被限制,继续冲压圆环板中部顶入上模具冲压空槽4内内后继续向上发生变形,直至圆环板内圆边缘四周超出上模具冲压空槽4进入反口冲压斜槽7内,此时进风口上模具1和进风口下模具2精密贴合,圆环形冲压凸块3压入圆环形冲压凹槽5内,将圆环板四周冲压为扁平形状,完成基本冲压,此时反口冲压杆10向下冲压,将反口冲压块11向下推动,上宽下窄梯形结构的反口冲压块11下部接触圆环板内圆边缘后,圆环板内圆边缘顺着反口冲压块11的形状发生变形,圆环板内圆边缘四周变形贴合反口冲压斜槽7完成反口冲压,接着进行脱模完成冲压。
35.上面所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围,本实用新型请求保护的技术内容,已经全部记载在权利要求书中。
技术特征:
1.一种基于风机进风口生产用一次性成型模具,包括进风口上模具(1)和进风口下模具(2),其特征在于:所述进风口上模具(1)一端设置有圆环形冲压凸块(3),所述进风口上模具(1)和圆环形冲压凸块(3)内部开设有上模具冲压空槽(4),所述进风口下模具(2)一端设置有圆环形冲压凹槽(5),所述圆环形冲压凹槽(5)一端设置有下模具冲压块(6),所述进风口上模具(1)内部开设有反口冲压斜槽(7),所述进风口上模具(1)内部开设有反口冲压活动槽(8),所述进风口上模具(1)内部开设有冲压杆通槽(9)。2.根据权利要求1所述的一种基于风机进风口生产用一次性成型模具,其特征在于:所述冲压杆通槽(9)内部活动连接有反口冲压杆(10)。3.根据权利要求2所述的一种基于风机进风口生产用一次性成型模具,其特征在于:所述反口冲压杆(10)一端固定连接有反口冲压块(11),所述反口冲压块(11)位于所述反口冲压斜槽(7)和反口冲压活动槽(8)内部,且所述反口冲压块(11)为上宽下窄梯形结构,且其侧边倾斜度与所述反口冲压斜槽(7)倾斜度规格匹配。4.根据权利要求1所述的一种基于风机进风口生产用一次性成型模具,其特征在于:所述圆环形冲压凸块(3)与所述圆环形冲压凹槽(5)规格匹配,所述圆环形冲压凸块(3)可扣入所述圆环形冲压凹槽(5)内部。5.根据权利要求1所述的一种基于风机进风口生产用一次性成型模具,其特征在于:所述上模具冲压空槽(4)与所述下模具冲压块(6)规格匹配,所述下模具冲压块(6)可扣入所述上模具冲压空槽(4)内部。6.根据权利要求1所述的一种基于风机进风口生产用一次性成型模具,其特征在于:所述上模具冲压空槽(4)、反口冲压斜槽(7)、反口冲压活动槽(8)和冲压杆通槽(9)之间贯通连接。
技术总结
本实用新型公开了一种基于风机进风口生产用一次性成型模具,包括进风口上模具和进风口下模具,其特征在于:所述进风口上模具一端设置有圆环形冲压凸块,所述进风口上模具和圆环形冲压凸块内部开设有上模具冲压空槽。有益效果在于:本实用新型中启动冲压设备,圆环板被下模具冲压块顶入进风口上模具的上模具冲压空槽内,圆环板四周向下变形,四周向下变形直至接触圆环形冲压凹槽,此时向四周扩散变形,当顶住圆环形冲压凹槽四周侧壁时被限制,进风口上模具和进风口下模具精密贴合,圆环形冲压凸块压入圆环形冲压凹槽内,将圆环板四周冲压为扁平形状完成基本冲压,圆环形冲压凸块和圆环形冲压凹槽能够起到很好的限制效果,有效防止变形过大。效防止变形过大。效防止变形过大。
技术研发人员:毛传友 吴玉华
受保护的技术使用者:安陆市盛鑫风机有限公司
技术研发日:2021.09.08
技术公布日:2022/4/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1