一种便于脱模的快速成型汽车零件模具的制作方法
1.本实用新型属于汽车冲压模具的技术领域,尤其涉及一种便于脱模的快速成型汽车零件模具。
背景技术:
2.现有的中国专利数据库中,公开了名称为一种数控快速成型冲压模具的专利,申请号为cn202020434231.4,申请日为20200330,授权公告号为cn211990564u,授权公告日为20201124,该装置包括基座以及连接在基座上端的冲压座,所述冲压座的前端上侧安装有气缸,所述气缸下端的伸缩端连接有用于对型材进行冲压成型的冲压模具头,所述冲压座的前端安装有匹配冲压模具头形成模具型腔的模架,所述基座位于冲压座前方的上端安装有用于冲压模具头回位时将模架顶起方便快速取料的顶出装置,其不足之处在于:一般的冲压模具的型腔都是固定的而且唯一的,冲压完成后,成型材料卸料麻烦,具有一定的局限性。
技术实现要素:
3.本实用新型要解决的技术问题是现在技术中冲压模具的型腔都是固定的而且唯一的,冲压完成后,成型材料卸料麻烦,为了改善其不足之处,本实用新型提供了一种便于脱模的快速成型汽车零件模具。
4.为达到上述目的,本实用新型是通过以下技术方案实现的:
5.一种便于脱模的快速成型汽车零件模具,包括有上模具座与下模具座,所述下模具座开设有倒阶梯状的顶出孔,位于顶出孔的下方设置有顶出机构,所述顶出机构包括有支座,支座上端铰接有v型杆,所述v型杆尖端与支座铰接,v型杆包括有位于顶出孔下方的第一杆件以及位于支座另一侧的第二杆件,所述第一杆件上开设有腰型槽,腰型槽贯穿有连接轴,顶出孔内活动插接有顶出杆,凸出顶出孔下方的顶出杆端头连接有耳环,所述连接轴一端与一顶出杆的耳环连接,另一端与另一顶出杆的耳环连接,位于第二杆件下方的地面上设置有平板,平板上方设置有铰接座,所述铰接座上铰接有倾斜杆,倾斜杆上方设置有脚踏板,朝向支座的倾斜杆端头与第二杆件自由端经竖直的连杆连接,所述铰接座上贯穿有转轴,转轴上套接有扭簧,扭簧一端与铰接座连接,另一端与倾斜杆端头连接。
6.本实用新型工作时,操作人员通过脚踩脚踏板,使得倾斜杆逆时针转动,转动的同时通过连杆带动v型杆转动,v型杆的第一杆件与第二杆件均顺时针转动,从而带动顶出杆向上运动,将位于顶出孔内冲压成型的材料快速顶出,顶出完成后由于扭簧的复位作用,顶出杆下降至初始位置。
7.与现有技术相比,本实用新型的有益效果为:由于顶出机构的设置,操作人员用过踩踏脚踏板,能够快速将顶出孔内成型的材料进行顶出,使之与模腔快速分离,提高了脱模的效率,该装置适用于工业生产中,具有很强的实用性。
8.所述连杆为伸缩杆,所述伸缩杆包括有与倾斜杆铰接的空心管以及与第二杆件自
由端铰接的细杆,所述细杆活动插接在空心管内,所述细杆上间隔开设有若干螺纹孔,空心管上端头开设有通孔,还包括有锁紧螺栓,所述锁紧螺栓穿过通孔与任一螺纹孔连接,将细杆与空心管相连。伸缩杆的设置能够调节顶出杆的初始位置,调节顶出行程。
9.所述顶出孔包括有由上至下开设的定模腔、顶模腔以及定位腔,所述定位腔内设置有定位套,定位套上端设置有凸肩,所述凸肩搭接在顶模腔的下底面上,所述顶出杆上端穿过定位套,位于顶模腔内的顶出杆自由端连接有抵触头。
10.所述脚踏板上表面设置有防滑纹路。
11.所述上模具座下表面设置有导柱,下模具座上表面设置有导套,各导柱活动插接在导套内。
附图说明
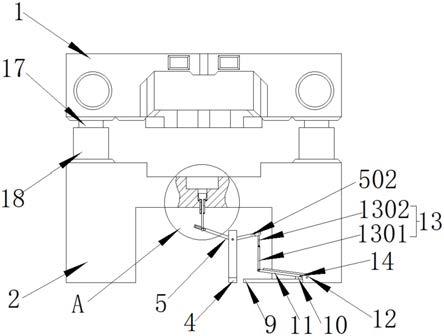
12.图1为本实用新型结构示意图。
13.图2为图1中a处的局部放大图。
14.图中:1上模具座,2下模具座,3顶出孔,301定模腔,302顶模腔,303定位腔,4支座,5v型杆,501第一杆件,502第二杆件,6腰型槽,7顶出杆,8耳环,9平板,10铰接座,11倾斜杆,12脚踏板,13连杆,1301空心管,1302细杆,14转轴,15定位套,16抵触头,17导柱,18导套。
具体实施方式
15.下面结合附图及实施例对本申请的技术方案作进一步地描述说明。
16.如图1-2所示,为一种便于脱模的快速成型汽车零件模具,包括有上模具座1与下模具座2,下模具座2开设有倒阶梯状的顶出孔3,位于顶出孔3的下方设置有顶出机构,顶出机构包括有支座4,支座4上端铰接有v型杆5,v型杆5尖端与支座4铰接,v型杆5包括有位于顶出孔3下方的第一杆件501以及位于支座4另一侧的第二杆件502,第一杆件501上开设有腰型槽6,腰型槽6贯穿有连接轴,顶出孔3内活动插接有顶出杆7,凸出顶出孔3下方的顶出杆7端头连接有耳环8,连接轴一端与一顶出杆7的耳环8连接,另一端与另一顶出杆7的耳环8连接,位于第二杆件502下方的地面上设置有平板9,平板9上方设置有铰接座10,铰接座10上铰接有倾斜杆11,倾斜杆11上方设置有脚踏板12,朝向支座4的倾斜杆11端头与第二杆件502自由端经竖直的连杆13连接,铰接座10上贯穿有转轴14,转轴14上套接有扭簧,扭簧一端与铰接座10连接,另一端与倾斜杆11端头连接。连杆13为伸缩杆,伸缩杆包括有与倾斜杆11铰接的空心管1301以及与第二杆件502自由端铰接的细杆1302,细杆1302活动插接在空心管1301内,细杆1302上间隔开设有若干螺纹孔,空心管1301上端头开设有通孔,还包括有锁紧螺栓,锁紧螺栓穿过通孔与任一螺纹孔连接,将细杆1302与空心管1301相连。伸缩杆的设置能够调节顶出杆7的初始位置,调节顶出行程。顶出孔3包括有由上至下开设的定模腔301、顶模腔302以及定位腔303,定位腔303内设置有定位套15,定位套15上端设置有凸肩,凸肩搭接在顶模腔302的下底面上,顶出杆7上端穿过定位套15,位于顶模腔302内的顶出杆7自由端连接有抵触头16。脚踏板12上表面设置有防滑纹路。上模具座1下表面设置有导柱17,下模具座2上表面设置有导套18,各导柱17活动插接在导套18内。
17.工作时,操作人员通过脚踩脚踏板12,使得倾斜杆11逆时针转动,转动的同时通过连杆13带动v型杆5转动,v型杆5的第一杆件501与第二杆件502均顺时针转动,从而带动顶
出杆7向上运动,将位于顶出孔3内冲压成型的材料快速顶出,顶出完成后由于扭簧的复位作用,顶出杆7下降至初始位置。
18.本实用新型并不局限于上述实施例,在本实用新型公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本实用新型的保护范围内。
技术特征:
1.一种便于脱模的快速成型汽车零件模具,包括有上模具座与下模具座,其特征在于:所述下模具座开设有倒阶梯状的顶出孔,位于顶出孔的下方设置有顶出机构,所述顶出机构包括有支座,支座上端铰接有v型杆,所述v型杆尖端与支座铰接,v型杆包括有位于顶出孔下方的第一杆件以及位于支座另一侧的第二杆件,所述第一杆件上开设有腰型槽,腰型槽贯穿有连接轴,顶出孔内活动插接有顶出杆,凸出顶出孔下方的顶出杆端头连接有耳环,所述连接轴一端与一顶出杆的耳环连接,另一端与另一顶出杆的耳环连接,位于第二杆件下方的地面上设置有平板,平板上方设置有铰接座,所述铰接座上铰接有倾斜杆,倾斜杆上方设置有脚踏板,朝向支座的倾斜杆端头与第二杆件自由端经竖直的连杆连接,所述铰接座上贯穿有转轴,转轴上套接有扭簧,扭簧一端与铰接座连接,另一端与倾斜杆端头连接。2.根据权利要求1所述的一种便于脱模的快速成型汽车零件模具,其特征在于:所述连杆为伸缩杆,所述伸缩杆包括有与倾斜杆铰接的空心管以及与第二杆件自由端铰接的细杆,所述细杆活动插接在空心管内,所述细杆上间隔开设有若干螺纹孔,空心管上端头开设有通孔,还包括有锁紧螺栓,所述锁紧螺栓穿过通孔与任一螺纹孔连接,将细杆与空心管相连。3.根据权利要求2所述的一种便于脱模的快速成型汽车零件模具,其特征在于:所述顶出孔包括有由上至下开设的定模腔、顶模腔以及定位腔,所述定位腔内设置有定位套,定位套上端设置有凸肩,所述凸肩搭接在顶模腔的下底面上,所述顶出杆上端穿过定位套,位于顶模腔内的顶出杆自由端连接有抵触头。4.根据权利要求3所述的一种便于脱模的快速成型汽车零件模具,其特征在于:所述脚踏板上表面设置有防滑纹路。5.根据权利要求1-4中任一权利要求所述的一种便于脱模的快速成型汽车零件模具,其特征在于:所述上模具座下表面设置有导柱,下模具座上表面设置有导套,各导柱活动插接在导套内。
技术总结
本实用新型涉及一种便于脱模的快速成型汽车零件模具。该装置包括有上模具座与下模具座,下模具座开设有顶出孔,位于顶出孔的下方设置有顶出机构,顶出机构包括有支座,支座上端铰接有V型杆,V型杆尖端与支座铰接,V型杆包括有第一杆件以及第二杆件,第一杆件上开设有腰型槽,腰型槽贯穿有连接轴,顶出孔内活动插接有顶出杆,位于第二杆件下方的地面上设置有平板,平板上方设置有铰接座,铰接座上铰接有倾斜杆,倾斜杆上方设置有脚踏板,倾斜杆端头与第二杆件自由端经连杆连接,由于顶出机构的设置,操作人员用过踩踏脚踏板,能够快速将顶出孔内成型的材料进行顶出,使之与模腔快速分离,该装置适用于工业生产中,具有很强的实用性。性。性。
技术研发人员:郑生龙 刘艳萱 郑坚源 郑景源
受保护的技术使用者:扬州市轩煌铸造有限公司
技术研发日:2021.09.23
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1