一种紧迫式冷镦头部成型模具的制作方法
1.本实用新型涉及工业加工技术领域,尤其涉及一种紧迫式冷镦头部成型模具。
背景技术:
2.冷镦工艺是少无切削金属压力加工新工艺之一,它是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法,冷镦工艺最适于用来生产螺栓、螺钉、螺母、铆钉、销钉等标准紧固件;
3.现有的冷镦头部成型模具使用的冲头或冲套是固定式的,其缺陷是冲针套与主模模面存在间隙,造成跑料、飞边影响到产品要求,导致螺钉头部不饱满,若螺钉头部饱满,头部下平面就会有毛刺产生。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足之处,提供一种紧迫式冷镦头部成型模具,以解决背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种紧迫式冷镦头部成型模具,包括冲针,所述冲针的表面套接有冲针套,所述冲针套安装在冲套的内部,所述冲套的内部开设有m6螺纹孔,所述冲针的表面套接有弹簧,所述冲针的末端固定连接有顶杆。
6.作为本实用新型的一种优选技术方案,所述m6螺纹孔开设在冲套的内部靠近末端的下方,且位于冲针套的侧面,最大限度加强了对整体装置的控制能力,保证了整体装置的实用性。
7.作为本实用新型的一种优选技术方案,所述顶杆安装在冲套的末端内部,且顶杆的直径与冲套的口径相等,有效的加强了对各个构件的稳定性,同时加强了对整体装置的支撑力度。
8.作为本实用新型的一种优选技术方案,所述弹簧套接在冲针的表面下端,且弹簧的两端分别安装在冲针套与顶杆的内侧末端表面,更好的加强了整体装置的灵活性,提高了使用感受。
9.与现有技术相比,本实用新型提供了一种紧迫式冷镦头部成型模具,具备以下有益效果:
10.该紧迫式冷镦头部成型模具,通过冲套安装冲针与冲针套,冲针套接弹簧,再通过弹簧与冲针在顶杆的作用下做功,从而达到了头部饱满且形状规矩无超差的效果。
附图说明
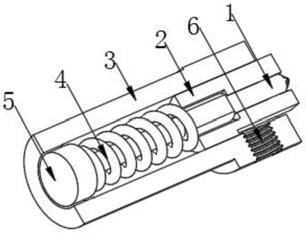
11.图1为本实用新型冲套结构正面直视示意图;
12.图2为本实用新型冲套结构侧面直视示意图;
13.图3为本实用新型冲套内部结构俯视示意图;
14.图4为本实用新型冲套内部结构直视示意图。
15.图中:1、冲针;2、冲针套;3、冲套;4、弹簧;5、顶杆;6、m6螺纹孔。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-4,本实施方案中:一种紧迫式冷镦头部成型模具,包括冲针1,冲针1的表面套接有冲针套2,加强了对整体装置的控制能力,冲针套2安装在冲套3的内部,加强了对各个构件的稳定性,冲套3的内部开设有m6螺纹孔6,m6螺纹孔使用时要拧入一个m6螺丝,m6螺丝的作用是配合冲针套2外圆柱面的平面限制冲针套2向外滑出的最大长度,并且放置冲针套2转动,加强了整体装置的灵活性,冲针1的表面套接有弹簧4,加强了整体装置的使用效果,冲针1的末端固定连接有顶杆5,增加了使用的便捷性。
18.本实施例中,m6螺纹孔6开设在冲套3的内部靠近末端的下方,且位于冲针套2的侧面,更好的增强了整体装置的灵活性,保证了在拆卸后再次安装时仍然能够正常使用;顶杆5安装在冲套3的末端内部,且顶杆5的直径与冲套3的口径相等,加强了整体运行时的使用效果,最大限度的避免了可能在使用过程中所发生的意外事故;弹簧4套接在冲针1的表面下端,且弹簧4的两端分别安装在冲针套2与顶杆5的内侧末端表面,更好的保持了整体装置在工作时的平衡性,加强了整体装置的实用效果。
19.本实用新型的工作原理及使用流程:在使用时,请参阅图1-4,此方法是采用冷镦技术,使螺钉头部成型的一种新模具,主要针对头部形状为圆锥状的螺丝,之前老模具使用的冲头或冲套是固定式的,其缺陷是冲针套2与主模(凹模)模面不能接触(存在间隙),造成跑料、飞边影响到产品要求,导致螺钉头部不饱满,若螺钉头部饱满,那么头部下平面就会有毛刺产生,尤其生产槽型中有一字形状的,一字两头总是有多余的料,导致头径尺寸无法控制,有大有小,采用新模具后,头部饱满且形状规矩无超差。
20.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种紧迫式冷镦头部成型模具,包括冲针(1),其特征在于:所述冲针(1)的表面套接有冲针套(2),所述冲针套(2)安装在冲套(3)的内部,所述冲套(3)的内部开设有m6螺纹孔(6),所述冲针(1)的表面套接有弹簧(4),所述冲针(1)的末端固定连接有顶杆(5)。2.根据权利要求1所述的紧迫式冷镦头部成型模具,其特征在于:所述m6螺纹孔(6)开设在冲套(3)的内部靠近末端的下方,且位于冲针套(2)的侧面。3.根据权利要求1所述的紧迫式冷镦头部成型模具,其特征在于:所述顶杆(5)安装在冲套(3)的末端内部,且顶杆(5)的直径与冲套(3)的口径相等。4.根据权利要求1所述的紧迫式冷镦头部成型模具,其特征在于:所述弹簧(4)套接在冲针(1)的表面下端,且弹簧(4)的两端分别安装在冲针套(2)与顶杆(5)的内侧末端表面。
技术总结
本实用新型属于工业加工设备技术领域,尤其为一种紧迫式冷镦头部成型模具,所述冲针的表面套接有冲针套,所述冲针套安装在冲套的内部,所述冲套的内部开设有M6螺纹孔,所述冲针的表面套接有弹簧,所述冲针的末端固定连接有顶杆,所述M6螺纹孔开设在冲套的内部靠近末端的下方,且位于冲针套的侧面,所述顶杆安装在冲套的末端内部,且顶杆的直径与冲套的口径相等,所述弹簧套接在冲针的表面下端,且弹簧的两端分别安装在冲针套与顶杆的内侧末端表面。本实用新型通过冲套安装冲针与冲针套,冲针套接弹簧,再通过弹簧与冲针在顶杆的作用下做功,从而达到了头部饱满且形状规矩无超差的效果。果。果。
技术研发人员:孙胜利
受保护的技术使用者:北京瑞汀斯达紧固系统有限公司
技术研发日:2021.09.30
技术公布日:2022/3/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1