一种变压器用散热器专用多点焊机的就地补偿装置的制作方法
1.本实用新型涉及变压器制造领域,尤其是涉及一种变压器用散热器专用多点焊机的就地补偿装置。
背景技术:
2.目前,在变压器用散热器制造行业,散热片的多点焊接采用的是电阻焊技术,产生的无功损耗只依靠整体无功补偿装置来抵消。但是多点焊要求电流大,焊接时间短,整体无功补偿装置来不及响应投入补偿,焊接已经结束。造成了无功消耗大,能源的无谓浪费。
3.为了消除无功消耗大,能源浪费的现象,目前采用的对策是尽量减小电流,增大焊接时间。但是这样的对策容易造成变压器用散热器的焊接品质不良。故寻找一种合理的方案既保证焊接质量又要控制能耗是非常有必要的。
技术实现要素:
4.本实用新型的目的是提供一种变压器用散热器专用多点焊机的就地补偿装置,反应迅速,提高了功率因数,降低了能耗。
5.为实现上述目的,本实用新型提供了一种变压器用散热器专用多点焊机的就地补偿装置,包括用于引出焊接信号的控制回路和主回路;
6.所述主回路包括主回路断路器、接触器、补偿电容以及放电白炽灯组,所述放电白炽灯组与所述补偿电容并联连接,所述补偿电容与所述接触器相连接,所述接触器与所述主回路断路器相连接,所述主回路断路器与电源相连接;
7.所述控制回路包括保险管、中间继电器以及信号端子,所述信号端子与焊接控制器相连接,所述信号端子与中间继电器相连接,所述中间继电器与所述接触器相连接,所述保险管与中间继电器串联连接。
8.优选的,所述电源的输出端设置有熔断器,熔断器包括第一熔断器和第二熔断器。
9.优选的,所述放电白炽灯组包括串联连接的第一放电白炽灯和第二放电白炽灯。
10.优选的,接触器的常闭触点与第一放电白炽灯串联连接,第二放电白炽灯与所述补偿电容一端相连接,所述补偿电容的另一端设置于接触器的常开触点与常闭触点之间,所述常开触点与所述主回路断路器相连接。
11.优选的,中间继电器的常开触点的两端分别与接触器的线圈和第一熔断器相连接,中间继电器的线圈与所述信号端子相连接。
12.因此,本实用新型采用上述结构的一种变压器用散热器专用多点焊机的就地补偿装置,当进行焊接时,中间继电器的线圈通电使得中间继电器闭合,使得接触器的线圈通电,接触器的常开触点关闭,接触器的常闭触点打开,通过补偿电容进行就地补偿,同步提取焊接信号并投入主回路,达到就地补偿、提高主回路的功率因数的效果,减少无功损耗从而节约能源的目的。
13.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
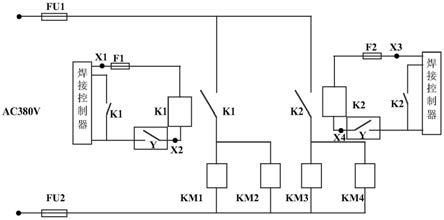
14.图1为本实用新型一种变压器用散热器专用多点焊机的就地补偿装置原理示意图;
15.图2为本实用新型主回路结构示意图;
16.图3为本实用新型柜内布置图。
17.附图符号说明
18.q1-q4为断路器;km1-km4为接触器;c1-c4为电容器;k1-k2为中间继电器;fu1-fu2为熔断器;f1-f2为熔断管;x1-x4为信号端子;l1-l8为白炽灯。
具体实施方式
19.实施例
20.图1为本实用新型一种变压器用散热器专用多点焊机的就地补偿装置原理示意图,图2为本实用新型主回路结构示意图,图3为本实用新型柜内布置图,如图所示,一种变压器用散热器专用多点焊机的就地补偿装置,包括用于引出焊接信号的控制回路和主回路。本实施例采用三相380v电源,电源的输出端设置有熔断器,熔断器包括第一熔断器fu1和第二熔断器fu2。
21.控制回路包括保险管、中间继电器以及信号端子,信号端子与焊接控制器相连接,信号端子与中间继电器相连接,中间继电器与接触器相连接,保险管与中间继电器串联连接。中间继电器的常开触点的两端分别与接触器的线圈和第一熔断器相连接,中间继电器的线圈与信号端子相连接。
22.主回路包括主回路断路器、接触器、补偿电容以及放电白炽灯组,放电白炽灯组包括串联连接的第一放电白炽灯和第二放电白炽灯。放电白炽灯组与补偿电容并联连接,补偿电容与接触器相连接,接触器与主回路断路器相连接,主回路断路器与电源相连接。接触器的常闭触点与第一放电白炽灯串联连接,第二放电白炽灯与补偿电容一端相连接,补偿电容的另一端设置于接触器的常开触点与常闭触点之间,常开触点与主回路断路器相连接。
23.本信号端子从焊接控制器上获取焊接信号,使得中间继电器(k1和k2) 得电,并使得主回路的接触器(km1、km2、km3以及km4的线圈)得电,在焊接工作周期内,与接触器km1、km2、km3以及km4相连接的补偿电容(c1、 c2、c3、c4)进行就地补偿。非工作周期内,白炽灯l1和l2串联对补偿电容c1进行放电,l3和l4串联对补偿电容c2进行放电,l5和l6串联对补偿电容c3进行放电,l7和l8串联对补偿电容c4进行放电。本装置的目的是在多点焊机焊接工作周期内实现实时的就地无功补偿。变压器用散热器专用多点焊机的功率因数由原来平均0.75,提高到了平均0.9。
24.因此,本实用新型采用上述结构的一种变压器用散热器专用多点焊机的就地补偿装置,反应迅速,提高了功率因数,降低了能耗。
25.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,尽管参照较佳实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本实用新型的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本实用新型技术方案的精神和范围。
技术特征:
1.一种变压器用散热器专用多点焊机的就地补偿装置,其特征在于:包括用于引出焊接信号的控制回路和主回路;所述主回路包括主回路断路器、接触器、补偿电容以及放电白炽灯组,所述放电白炽灯组与所述补偿电容并联连接,所述补偿电容与所述接触器相连接,所述接触器与所述主回路断路器相连接,所述主回路断路器与电源相连接;所述控制回路包括保险管、中间继电器以及信号端子,所述信号端子与焊接控制器相连接,所述信号端子与中间继电器相连接,所述中间继电器与所述接触器相连接,所述保险管与中间继电器串联连接。2.根据权利要求1所述的一种变压器用散热器专用多点焊机的就地补偿装置,其特征在于:所述电源的输出端设置有熔断器,熔断器包括第一熔断器和第二熔断器。3.根据权利要求2所述的一种变压器用散热器专用多点焊机的就地补偿装置,其特征在于:所述放电白炽灯组包括串联连接的第一放电白炽灯和第二放电白炽灯。4.根据权利要求3所述的一种变压器用散热器专用多点焊机的就地补偿装置,其特征在于:接触器的常闭触点与第一放电白炽灯串联连接,第二放电白炽灯与所述补偿电容一端相连接,所述补偿电容的另一端设置于接触器的常开触点与常闭触点之间,所述常开触点与所述主回路断路器相连接。5.根据权利要求4所述的一种变压器用散热器专用多点焊机的就地补偿装置,其特征在于:中间继电器的常开触点的两端分别与接触器的线圈和第一熔断器相连接,中间继电器的线圈与所述信号端子相连接。
技术总结
本实用新型公开了一种变压器用散热器专用多点焊机的就地补偿装置,包括用于引出焊接信号的控制回路和主回路;所述主回路包括主回路断路器、接触器、补偿电容以及放电白炽灯组,所述放电白炽灯组与所述补偿电容并联连接,所述补偿电容与所述接触器相连接,所述接触器与所述主回路断路器相连接,所述主回路断路器与电源相连接;所述控制回路包括保险管、中间继电器以及信号端子,所述信号端子与焊接控制器相连接,所述信号端子与中间继电器相连接,所述中间继电器与所述接触器相连接,所述保险管与中间继电器串联连接。采用上述结构的一种变压器用散热器专用多点焊机的就地补偿装置,反应迅速,提高了功率因数,降低了能耗。降低了能耗。降低了能耗。
技术研发人员:田婧
受保护的技术使用者:保定新胜冷却设备有限公司
技术研发日:2021.10.26
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1