一种用于连杆精准定位的装置的制作方法
1.本实用新型属于一种机械加工的工具,主要用于连杆毛坯大头两侧面的铣削加工定位,也可以用于其它类似工件的加工定位。
背景技术:
2.连杆是发动机的关键部件之一,通常是由连杆体、连杆盖、螺栓等组成,是我公司的主要产品。这种连杆对其大头两侧面的加工要求较高,因加工精度将直接影响连杆整体强度和后续工序两侧面的标识打刻质量,进而影响发动机的运转的动平衡性能,如:螺栓的拧紧力矩、大头孔的复圆度、大孔端面壁厚差等技术指标合格与否。
3.在以往的连杆毛坯大头两侧面铣削加工时,通常采用连杆小孔和连杆毛坯两侧面定位,但受连杆毛坯侧面飞边残留物高度的影响以及连杆毛坯一致性差的影响,连杆大头两侧铣削加工后,往往出现两侧宽窄差异较大(连杆一侧宽,另一侧窄),导致连杆侧面无法打刻连杆信息,后经精镗大孔工序后,出现连杆大孔端面壁厚超差,不合格率约占20%以上;且生产效率低下(由于连杆毛坯飞边高度不一致,铣一侧时,需要反复调整),不适应现代化生产的需求。因而,必须寻求新的加工技术,解决这一技术难题。
技术实现要素:
4.本实用新型需要解决的技术问题和目的是,根据现行的连杆毛坯大头两侧面的铣削加工中存在的缺陷,设计一种新的连杆精准定位装置来代替原来的定位夹具,从根本上克服加工的毛坯大头两侧宽窄差异大,导致后后续工序容易出现超差或无法进行的现象,达到有效地保障连杆两侧的质量精度,提高毛坯大头两侧的一致性,消除下道工序的隐患,提高生产效率,满足大规模生产的需求。
5.本实用新型的主要技术方案:装置包含底座、小孔定位芯轴、大孔浮动圆柱、小弹簧、拉杆、开口压块、大弹簧、半圆键、固定板、垫片、栓扣、旋转柄、固定销、螺栓、定位销,具体结构为,在底座右平面,通过长形孔和螺母配合安装小孔定位芯轴;在底座的大小孔内间隙配合一个大孔浮动圆柱,将小弹簧装入拉杆后,一起穿过大孔浮动圆柱的内孔;将大弹簧装入拉杆和固定板右侧,在拉杆的键槽内装入半圆键,使固定板上的键槽对准半圆键,再将拉杆装入固定板;通过螺栓和定位销将固定板与底座连接;在拉杆的左侧,装入垫片,通过固定销将栓扣和旋转柄连接,将栓扣通过螺纹旋入拉杆左侧的螺杆中;在拉杆的右侧,装有一个开口压块,可活动插入拉杆的槽中。
6.本实用新型通过实际应用证明:完全达到设计目的, 该装置设计合理,定位准确;连杆大头两侧铣削加工后,由原来的基本上不合格提高到合格率达98%以上;由于连杆大头两侧的质量得以保障,后续的精镗大孔工序加工的大孔端面壁厚合格率由原来的80%提高到99%,连杆侧面也能顺利打刻相关信息;装置安装调试简单、快速,操作方便,生产效率得到明显提高,能够满足大规模生产的需求。
附图说明
7.下面结合附图,对本实用新型的具体实施方式作进一步详细地描述。
8.图1,是连杆毛坯的主视图。
9.图2,是图1的俯视图。
10.图3,本实用新型的主视图。
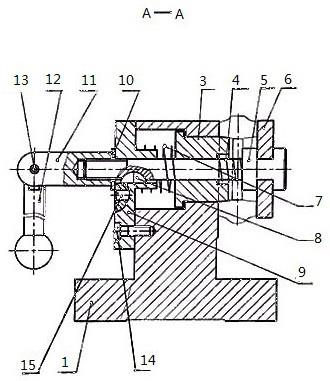
11.图4,是图3的a-a向剖面图,也是本实用新型的装配结构图。
12.图5,是底座1的主视图。
13.图6,是图5的左视剖视图。
14.图7,是大孔浮动圆柱3的剖视图。
15.图8,是拉杆5的主视图。
16.图9,是固定板9的主视图。
17.图10,是图9的俯视图。
18.图11,是小孔定位芯轴2的形状图。
具体实施方式
19.参照图3、4,对本实用新型的主要技术方案进行说明:装置包含底座1(见图5、6)、小孔定位芯轴2(见图11)、大孔浮动圆柱3(见图7)、小弹簧4(标准件)、拉杆5(见图8)、开口压块6、大弹簧7(标准件)、半圆键8、固定板9(见图9、10)、垫片10、栓扣11、旋转柄12、固定销13、螺栓14、定位销15,具体结构为,在底座1右平面,通过长形孔(见图5)和螺母配合安装小孔定位芯轴2,(小孔定位芯轴的螺纹部分穿过长形孔用螺母固紧,长形孔是可根据不同规格的连杆孔中心距离进行调节的);在底座1的大小孔内间隙配合一个大孔浮动圆柱3,将小弹簧4装入拉杆5后,一起穿过大孔浮动圆柱3的内孔;将大弹簧7装入拉杆5和固定板9右侧,在拉杆5的键槽内装入半圆键8(用黄油粘结),使固定板9上的键槽对准半圆键8,再将拉杆5装入固定板9;通过螺栓14和定位销15将固定板9与底座1连接;在拉杆5的左侧,装入垫片10,通过固定销13将栓扣11和旋转柄12连接,将栓扣11通过螺纹旋入拉杆5左侧的螺杆中;在拉杆5的右侧,装有一个开口压块6,可活动插入拉杆5的槽中。
20.参照图3、4,本实用新型的工作原理:
①
、将装置安装在加工中心设备的工作台上,进行简单的调试;
②
、将待加工的连杆放入夹具中,与大孔浮动圆柱3的锥面结合;
③
将开口压块6插入拉杆5槽中,与连杆接触;
④
转动旋转柄12,使得连杆自动调节对正中心后,精准定位并夹紧固定;
⑤
开始铣削b面,b面加工后,反转旋转柄12松开,取下开口压块6,将连杆毛坯翻一个面,重复
②
、
③
、
④
,铣削c面,c面加工后,此道工序结束,转下道工序。
21.参照图4、7,所述的大孔浮动圆柱3,其右端为锥形,锥形斜角是根据连杆毛坯自身的斜度α(α是拔模斜度,一般为7—8
°
)而定。
22.照图1、2,本实用新型的主要创新点:利用连杆毛坯大孔自带的锥度α,大孔浮动圆柱3的右端设计相应的锥度配合(消除连杆飞边定位的误差),并在连杆固定夹紧的同时,能够通过大弹簧7推动大孔浮动圆柱3进行伸缩,自动调节并对正连杆大孔精准定位,同时避免了连杆端面与夹具的定位干涉。
23.本实用新型只要根据连杆的大小孔尺寸,更换相应的大孔浮动圆柱和小孔定位芯轴,略加调试,即可用于多种规格的连杆毛坯大头两侧面铣削加工。目前已用于规格为
n15a、ne14tg-aa、e12、ea10ff、水星600、jl466q5等多种连杆两侧面的铣削加工,定位精准,效果较好。
技术特征:
1.一种用于连杆精准定位的装置,其特征在于:装置包含底座(1)、小孔定位芯轴(2)、大孔浮动圆柱(3)、小弹簧(4)、拉杆(5)、开口压块(6)、大弹簧(7)、半圆键(8)、固定板(9)、垫片(10)、栓扣(11)、旋转柄(12)、固定销(13)、螺栓(14)、定位销(15),具体结构为,在底座(1)右平面,通过长形孔和螺母配合安装小孔定位芯轴(2);在底座(1)的大小孔内间隙配合一个大孔浮动圆柱(3),将小弹簧(4)装入拉杆(5)后,一起穿过大孔浮动圆柱(3)的内孔;将大弹簧(7)装入拉杆(5)和固定板(9)右侧,在拉杆(5)的键槽内装入半圆键(8),使固定板(9)上的键槽对准半圆键(8),再将拉杆(5)装入固定板(9);通过螺栓(14)和定位销(15)将固定板(9)与底座(1)连接;在拉杆(5)的左侧,装入垫片(10),通过固定销(13)将栓扣(11)和旋转柄(12)连接,将栓扣(11)通过螺纹旋入拉杆(5)左侧的螺杆中;在拉杆的右侧,装有一个开口压块(6),可活动插入拉杆(5)的槽中。2.根据权利要求1所述的用于连杆精准定位的装置,其特征在于:大孔浮动圆柱(3)的右端为锥形。
技术总结
本实用新型公开了一种用于连杆精准定位的装置,主要用于连杆毛坯大头两侧面的铣削加工定位。其主要技术方案:在右面,配合安装小孔定位芯轴;在左面,底座孔内配合安装大孔浮动圆柱,拉杆穿过大孔浮动圆柱,将大弹簧装入拉杆,再将拉杆装入固定板,固定板与底座连接;在拉杆的一侧,把栓扣和旋转柄连接,再把栓扣螺纹旋入拉杆的螺杆中;在拉杆的另一侧,装有一个开口压块。本实用新型通过实际应用证明:从根本上克服了所加工的毛坯两侧不合格,导致后后续工序难以进行的现象。达到有效地保障了连杆毛坯两侧的质量精度,消除下道工序的隐患,提高生产效率,满足大规模生产的需求。满足大规模生产的需求。满足大规模生产的需求。
技术研发人员:张涛涛 冀会平 侯飞 朱海青 师双菊 张志伟
受保护的技术使用者:云南西仪工业股份有限公司
技术研发日:2021.10.27
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1