一种磁轭凸键加工定位装置的制作方法
1.本实用新型涉及水轮发电机领域,尤其涉及不同长度的磁轭凸键加工定位装置。
背景技术:
2.在对水轮发电机磁轭凸键进行加工时,需要刀具长时间往复对凸面侧壁进行加工切削,同时由于磁轭凸键本身长度过长,在加工过程中易发生由于受力分布不均而产生的工件移位,偏置等现象。并且,加工时容易因为装夹方式而产生干涉,因此磁轭凸键的装卡定位对整个工件的加工极其重要。
技术实现要素:
3.本实用新型的目的是公开一种磁轭凸键加工定位装置,使用此装置可使用普通镗铣床通过数控加工方式对水轮发电机不同长度的磁轭凸键进行加工。本实用新型的技术方案为:工件由第一立式紧压板、第二立式紧压板,通过第一紧压螺栓、第二紧压螺栓分别紧固在工件支撑底座顶面的上下侧。同时再根据切削状态动态的由第一动态辅助压板、第二动态辅助压板分别连接第一动态辅助紧压螺栓、第二动态辅助紧压螺栓、第三动态辅助紧压螺栓、第四动态辅助紧压螺栓通过预设的螺栓紧固凹槽固定在工件支撑底座的顶面上。
4.在上述的磁轭凸键加工定位装置中,所述工件支撑底座预加工螺栓紧固凹槽。
5.在上述的磁轭凸键加工定位装置中,所述第一动态辅助压板、第二动态辅助压板需要动态固定在螺栓紧固凹槽上。
6.在上述的磁轭凸键加工定位装置中,所述第一立式紧压板、第二立式紧压板固定在工件上下两侧凹底处。
7.在上述的磁轭凸键加工定位装置中,所述第一动态辅助压板、第二动态辅助压板固定在工件顶面上。
8.本实用新型具有以下优点:
9.1.工件由三向四压板并向固定,有效避免了受力分布不均产生的偏置位移问题;
10.2.工件装卡可动态调整,保证了数控加工切削的整体性,确保了产品质量;
11.3.可使用普通镗铣床进行加工,节约加工成本。
附图说明
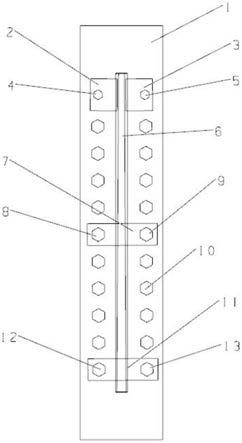
12.图1是定位装置主剖视图;
13.图2是定位装置的左视图。3
14.图中标记说明:1-工件支撑底座;2-第一立式紧压板;3-第二立式紧压板;4-第一紧压螺栓;5-第二紧压螺栓;6-工件;7-第一动态辅助压板;8-第一动态辅助紧压螺栓;9-第二动态辅助紧压螺栓;10-螺栓紧固凹槽;11-第二动态辅助压板;12-第三动态辅助紧压螺栓;13-第四动态辅助紧压螺栓。
具体实施方式
15.如图1所示,工件6由第一立式紧压板2、第二立式紧压板3,通过第一紧压螺栓4、第二紧压螺栓5分别紧固在工件支撑底座1顶面的上下侧。同时再根据切削状态动态的由第一动态辅助压板7、第二动态辅助压板11分别连接第一动态辅助紧压螺栓8、第二动态辅助紧压螺栓9、第三动态辅助紧压螺栓12、第四动态辅助紧压螺栓 13通过预设的螺栓紧固凹槽10固定在工件支撑底座1的顶面上。
16.如图1,图2所示,工件支撑底座1和工件6是由第一立式紧压板2、第二立式紧压板3通过第一紧压螺栓4和第二紧压螺栓5固定前端,中部和尾部则通过第一动态辅助压板7和第二动态辅助压板 11进行固定,辅助压板可以根据加工过程以及加工需要动态调整紧压位置。使用此加工定位装置,可以在数控加工过程中根据走刀要求,工艺参数,对紧压方位进行不断的动态调整。提升了加工效率的同时,又完美的保证了产品质量。
技术特征:
1.一种磁轭凸键加工定位装置,其特征是:由工件(6)、工件支撑底座(1)、第一立式紧压板(2)、第二立式紧压板(3)、第一紧压螺栓(4)、第二紧压螺栓(5)、第一动态辅助压板(7)、第二动态辅助压板(11)、第一动态辅助紧压螺栓(8)、第二动态辅助紧压螺栓(9)、第三动态辅助紧压螺栓(12)、第四动态辅助紧压螺栓(13)构成,工件(6)由第一立式紧压板(2)、第二立式紧压板(3),通过第一紧压螺栓(4)、第二紧压螺栓(5)分别紧固在工件支撑底座(1)顶面的上下侧,同时再根据切削状态动态由第一动态辅助压板(7)、第二动态辅助压板(11)分别连接第一动态辅助紧压螺栓(8)、第二动态辅助紧压螺栓(9)、第三动态辅助紧压螺栓(12)、第四动态辅助紧压螺栓(13)通过预设的螺栓紧固凹槽(10)固定在工件支撑底座(1)的顶面上。2.根据权利要求1所述的一种磁轭凸键加工定位装置,其特征在于,所述工件支撑底座(1)预加工螺栓紧固凹槽(10)。3.根据权利要求1所述的一种磁轭凸键加工定位装置,其特征在于,所述第一动态辅助压板(7)、第二动态辅助压板(11)需要动态固定在螺栓紧固凹槽(10)上。4.根据权利要求1所述的一种磁轭凸键加工定位装置,其特征在于,所述第一立式紧压板(2)、第二立式紧压板(3)固定在工件(6)上下两侧凹底处。5.根据权利要求1所述的一种磁轭凸键加工定位装置,其特征在于,所述第一动态辅助压板(7)、第二动态辅助压板(11)固定在工件(6)顶面上。
技术总结
本实用新型公开一种磁轭凸键加工定位装置。由工件、工件支撑底座、第一立式紧压板、第二立式紧压板、第一紧压螺栓、第二紧压螺栓、第一动态辅助压板、第二动态辅助压板、第一动态辅助紧压螺栓、第二动态辅助紧压螺栓、第三动态辅助紧压螺栓、第四动态辅助紧压螺栓构成。工件通过两组立式紧压板固定在工件支撑座底面上,同时由第一动态辅助压板、第二动态辅助压板根据加工过程进行动态的辅助固定。本实用新型装夹方便,适用于各种长度的磁轭凸键加工,通过本实用新型可使用普通镗铣床进行不同长度磁轭凸键的精加工。长度磁轭凸键的精加工。长度磁轭凸键的精加工。
技术研发人员:薛爱迪 徐雷 李树伟 孙波 朱强 戴鼎章 司亮
受保护的技术使用者:哈尔滨电机厂有限责任公司
技术研发日:2021.11.02
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1