一种法兰内涨式夹紧装置的制作方法
1.本实用新型涉及夹具技术领域,更具体地说,涉及一种法兰内涨式夹紧装置。
背景技术:
2.现有技术中,法兰精车小端时多采用三爪夹具进行外圆定位并夹紧,因为人工装夹及操作者状态因素对装夹精度造成的不利影响,加工后的工件表面与定位基准的误差为0.04mm,精度较低,难以满足图纸的技术要求,且夹具不便于拆卸检修,本实用新型针对以上问题提出了一种新的解决方案。
技术实现要素:
3.针对现有技术中存在的问题,本实用新型的目的在于提供一种法兰内涨式夹紧装置,以解决背景技术中所提到的技术问题。
4.为解决上述问题,本实用新型采用如下的技术方案。
5.一种法兰内涨式夹紧装置,包括定位芯轴、定位套和定位盘,所述定位芯轴的一侧固定有底盘,且定位芯轴的横截面为楔型,底盘上以其中心为圆心等角度开设有多个第一螺栓安装孔和第二螺栓安装孔,所述定位盘的中心位置开设有限位通孔,定位芯轴的一端穿过限位通孔,定位盘靠近底盘的一侧开设有限位槽,限位槽与限位通孔同心布置,定位盘上对应第二螺栓安装孔的位置开设有第三螺栓安装孔,且第二螺栓安装孔和第三螺栓安装孔配合设置,所述定位套一端固定有限位圈,限位圈滑动连接在限位槽内,定位套套接在定位芯轴上,且定位套的另一端穿过限位通孔,定位套的外侧以其轴心为圆心等角度开设有张紧通槽。
6.优选的是,所述底盘的侧壁上设置有扣手,扣手内设置有摩擦条纹。
7.在上述任一方案中优选的是,所述扣手设置有多个。
8.在上述任一方案中优选的是,所述底盘的一侧以其中心为圆心开设有定位槽。
9.在上述任一方案中优选的是,所述定位槽内设置有定位孔。
10.在上述任一方案中优选的是,所述第一螺栓安装孔内设置有第一内置螺纹。
11.在上述任一方案中优选的是,所述第二螺栓安装孔内和所述第三螺栓安装孔内分别设置有第二内置螺纹和第三内置螺纹。
12.在上述任一方案中优选的是,所述定位盘的右端面外侧开设有定位缺口。
13.在上述任一方案中优选的是,所述定位缺口内设置有橡胶软垫。
14.在上述任一方案中优选的是,所述定位套的另一端固定有承压块,且所述张紧通槽延伸至承压块的右端面。
15.相比于现有技术,本实用新型的优点在于:
16.本实用新型中定位芯轴、定位套和定位盘的设计,可将三者进行组装,通过定位套套接在定位芯轴上,放入待加工部件内,通过外部液压系统对定位套的一端进行加压,通过定位芯轴使定位套张开,从而通过定位套膨胀将待加工的部件锁紧,相较于传统的三爪夹
具,精度更高,克服人工装夹及操作者状态因素对装夹精度造成的不利影响;且定位芯轴、定位套和定位盘采用组装可拆卸设计,相较于传统的三爪夹具,更容易更换检修。
附图说明
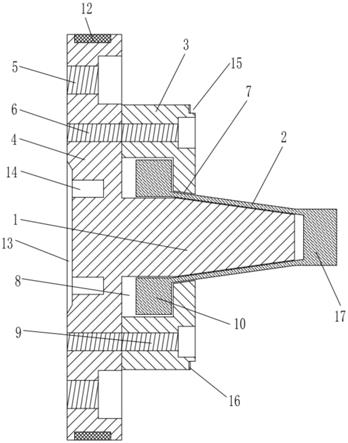
17.图1为本实用新型的一种法兰内涨式夹紧装置的整体结构示意图;
18.图2为定位芯轴的结构示意图;
19.图3为定位套的结构示意图;
20.图4为定位盘的结构示意图。
21.图中标号说明:
22.1、定位芯轴;2、定位套;3、定位盘;4、底盘;5、第一螺栓安装孔;6、第二螺栓安装孔;7、限位通孔;8、限位槽;9、第三螺栓安装孔;10、限位圈;11、张紧通槽;12、扣手;13、定位槽;14、定位孔;15、定位缺口;16、橡胶软垫;17、承压块。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例:
25.请参阅图1至图4,一种法兰内涨式夹紧装置,包括定位芯轴1、定位套2和定位盘3,所述定位芯轴1的一侧固定有底盘4,且定位芯轴1的横截面为楔型,底盘4上以其中心为圆心等角度开设有多个第一螺栓安装孔5和第二螺栓安装孔6,所述定位盘3的中心位置开设有限位通孔7,定位芯轴1的一端穿过限位通孔7,定位盘3靠近底盘4的一侧开设有限位槽8,限位槽8与限位通孔7同心布置,定位盘3上对应第二螺栓安装孔6的位置开设有第三螺栓安装孔9,且第二螺栓安装孔6和第三螺栓安装孔9配合设置,所述定位套2一端固定有限位圈10,限位圈10滑动连接在限位槽8内,定位套2套接在定位芯轴1上,且定位套2的另一端穿过限位通孔7,定位套2的外侧以其轴心为圆心等角度开设有张紧通槽11。
26.在本实施例中,所述底盘4的侧壁上设置有扣手12,扣手12内设置有摩擦条纹;所述扣手12设置有多个。扣手12的设计,可通过扣手12操作底盘4,更方便移动该装置。
27.在本实施例中,所述底盘4的一侧以其中心为圆心开设有定位槽13;所述定位槽13内设置有定位孔14。定位槽13和定位孔14的设计,可对底盘4进行定位,方便底盘4安装。
28.在本实施例中,所述第一螺栓安装孔5内设置有第一内置螺纹;所述第二螺栓安装孔6内和所述第三螺栓安装孔9内分别设置有第二内置螺纹和第三内置螺纹。第一内置螺纹、第二内置螺纹和第三内置螺纹,可方便螺栓连接。
29.在本实施例中,所述定位盘3的右端面外侧开设有定位缺口15;所述定位缺口15内设置有橡胶软垫16。定位缺口15和橡胶软垫16的设计,可对待加工部件进行定位,方便该装置与待加工部件连接。
30.在本实施例中,所述定位套2的另一端固定有承压块17,且所述张紧通槽11延伸至承压块17的右端面。承压块17的设计,可方便外部液压系统对定位套2进行加压,增大定位
套2的承压面积,防止液压系统损坏定位套2。
31.本实用新型的工作过程如下:
32.操作者可将定位芯轴1、定位套2和定位盘3三者进行组装,通过定位套套2接在定位芯轴1上,放入待加工部件内,通过外部液压系统对定位套2的一端进行加压,通过定位芯轴1使定位套2张开,从而通过定位套2膨胀将待加工的部件锁紧,相较于传统的三爪夹具,精度更高,克服人工装夹及操作者状态因素对装夹精度造成的不利影响;且定位芯轴1、定位套2和定位盘3采用组装可拆卸设计,相较于传统的三爪夹具,更容易更换检修。
33.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种法兰内涨式夹紧装置,其特征在于:包括定位芯轴、定位套和定位盘,所述定位芯轴的一侧固定有底盘,且定位芯轴的横截面为楔型,底盘上以其中心为圆心等角度开设有多个第一螺栓安装孔和第二螺栓安装孔,所述定位盘的中心位置开设有限位通孔,定位芯轴的一端穿过限位通孔,定位盘靠近底盘的一侧开设有限位槽,限位槽与限位通孔同心布置,定位盘上对应第二螺栓安装孔的位置开设有第三螺栓安装孔,且第二螺栓安装孔和第三螺栓安装孔配合设置,所述定位套一端固定有限位圈,限位圈滑动连接在限位槽内,定位套套接在定位芯轴上,且定位套的另一端穿过限位通孔,定位套的外侧以其轴心为圆心等角度开设有张紧通槽。2.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述底盘的侧壁上设置有扣手,扣手内设置有摩擦条纹。3.根据权利要求2所述的一种法兰内涨式夹紧装置,其特征在于:所述扣手设置有多个。4.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述底盘的一侧以其中心为圆心开设有定位槽。5.根据权利要求4所述的一种法兰内涨式夹紧装置,其特征在于:所述定位槽内设置有定位孔。6.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述第一螺栓安装孔内设置有第一内置螺纹。7.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述第二螺栓安装孔内和所述第三螺栓安装孔内分别设置有第二内置螺纹和第三内置螺纹。8.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述定位盘的右端面外侧开设有定位缺口。9.根据权利要求8所述的一种法兰内涨式夹紧装置,其特征在于:所述定位缺口内设置有橡胶软垫。10.根据权利要求1所述的一种法兰内涨式夹紧装置,其特征在于:所述定位套的另一端固定有承压块,且所述张紧通槽延伸至承压块的右端面。
技术总结
本实用新型涉及一种法兰内涨式夹紧装置,包括定位芯轴、定位套和定位盘,定位芯轴的一侧固定有底盘,底盘上开设有多个第一螺栓安装孔和第二螺栓安装孔,定位盘的中心位置开设有限位通孔,定位芯轴的一端穿过限位通孔,定位盘靠近底盘的一侧开设有限位槽,限位槽与限位通孔同心布置,定位盘上对应第二螺栓安装孔的位置开设有第三螺栓安装孔,定位套一端固定有限位圈,限位圈滑动连接在限位槽内,定位套套接在定位芯轴上,且定位套的另一端穿过限位通孔,定位套的外侧开设有张紧通槽。定位芯轴、定位套和定位盘的设计,相较于传统的三爪夹具,精度更高,克服人工装夹及操作者状态因素对装夹精度造成的不利影响;且更容易更换检修。且更容易更换检修。且更容易更换检修。
技术研发人员:马军 王善飞
受保护的技术使用者:凤城市曙光汽车半轴有限责任公司
技术研发日:2021.11.09
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1