对夹式阀门焊接装置的制作方法
1.本实用新型涉及焊接设备技术领域,尤其涉及对夹式阀门焊接装置。
背景技术:
2.对夹蝶阀的阀板安装于管道的直径方向;在蝶阀阀体内,圆盘形蝶板绕着轴线旋转,旋转角度为0
°‑
90
°
之间,旋转到90
°
时,阀门则为全开状态。蝶阀处于完全开启位置时,阀板厚度是介质流经阀体时唯一的阻力,因此通过该阀门所产生的压力降很小,故具有较好的流量控制特性。对夹蝶阀在生产过程中需要使用到焊接装置进行焊接;但是现有的焊接装置无法快速的对阀体进行定位装夹,且在焊接过程中所产生的废料也无法进行收集,严重影响环境质量,为了解决上述问题,所以本实用新型公开了对夹式阀门焊接装置。
技术实现要素:
3.实用新型目的:为了解决背景技术中存在的不足,所以本实用新型公开了对夹式阀门焊接装置。
4.技术方案:对夹式阀门焊接装置,包括底板、焊接载台、焊接枪、夹紧机构、x轴驱动机构、y轴驱动机构和z轴驱动机构,所述x轴驱动机构包括两个支撑台和两条x轴伺服直线模组,两个支撑台前后设置在底板的上表面,两条x轴伺服直线模组分别设置在两个支撑台的顶部,所述焊接载台连接设置在两条x轴伺服直线模组上,所述焊接载台的中部成型有仿形通槽,且所述仿形通槽的内壁成型有用于搭放阀门的台阶,所述夹紧机构包括两个夹紧驱动件、两个滑块和两个夹持块,所述仿形通槽相对两侧所对应的焊接载台表面成型有直线滑槽,两个夹紧驱动件分别设置在两个直线滑槽的底部一端,两个滑块分别滑接在直线滑槽内并分别与两个夹紧驱动件的驱动轴连接,两个夹持块分别设置在两个夹持块的相对侧,所述y轴驱动机构包括两条y轴伺服直线模组,两条y轴伺服直线模组分别设置在底板的左右两侧,所述z轴驱动机构包括龙门机架和z轴伺服直线模组,所述龙门机架的两个支脚分别与两条y轴伺服直线模组连接,所述z轴伺服直线模组设置在龙门机架的横梁前部中心,所述焊接枪连接设置在z轴伺服直线模组上。
5.本实用新型实现以下有益效果:
6.本实用新型在阀门焊接过程中能快速对阀门进行定位夹紧,并通过x轴驱动机构、y轴驱动机构和z轴驱动机构配合使用使焊接枪能对阀门进行精准的焊接,相较于现有技术,本实用新型自动化程度较高,具有较高的使用价值。
附图说明
7.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
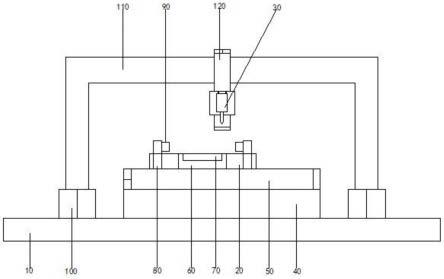
8.图1为本实用新型公开的整体主视结构示意图。
9.图2为本实用新型公开的局部侧视结构示意图。
10.图3为本实用新型公开的局部俯视结构示意图。
11.图4为本实用新型公开的a处放大结构示意图。
具体实施方式
12.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
13.实施例
14.参考图1-4,对夹式阀门焊接装置,包括底板10、焊接载台20、焊接枪30、夹紧机构、x轴驱动机构、y轴驱动机构和z轴驱动机构,x轴驱动机构包括两个支撑台40和两条x轴伺服直线模组50,两个支撑台前后设置在底板的上表面,两条x轴伺服直线模组分别设置在两个支撑台的顶部,焊接载台连接设置在两条x轴伺服直线模组上,焊接载台的中部成型有仿形通槽60,且仿形通槽的内壁成型有用于搭放阀门的台阶70,夹紧机构包括两个夹紧驱动件130、两个滑块80和两个夹持块90,仿形通槽相对两侧所对应的焊接载台表面成型有直线滑槽,两个夹紧驱动件分别设置在两个直线滑槽的底部一端,在具体实施时,两个夹紧驱动件优选采用夹紧气缸或者夹紧液压缸;两个滑块分别滑接在直线滑槽内并分别与两个夹紧驱动件的驱动轴连接,两个夹持块分别设置在两个夹持块的相对侧,y轴驱动机构包括两条y轴伺服直线模组100,两条y轴伺服直线模组分别设置在底板的左右两侧,z轴驱动机构包括龙门机架110和z轴伺服直线模组120,龙门机架的两个支脚分别与两条y轴伺服直线模组连接,z轴伺服直线模组设置在龙门机架的横梁前部中心,焊接枪连接设置在z轴伺服直线模组上。
15.在本实施例中,两条支撑台的中部设置有焊料回收箱140,且焊料回收箱的底部四周设置有滚轮150,在对阀门焊接时,焊接枪所产生的焊接废料将通过仿形通槽落入到焊料回收箱内进行回收,且在焊料回收箱的底部设置在滚轮能方便操作人员搬运,在焊料回收箱内的焊接废料到达固定量时,操作人员可轻松的将该焊料回收箱推出。
16.在本实施例中,夹持块的夹持部成型有与阀门表面相匹配的夹持槽180,在对阀门进行固定时,在夹持块的夹持部成型有夹持槽,这样能提高对阀门的夹紧效果,在阀门移动的过程中不会有脱落的情况发生。
17.在本实施例中,夹持槽的内壁通过数个减震弹簧170连接有夹持框160,且夹持框的形状与夹持槽的形状相匹配,通过减震弹簧与夹持框能对阀门进行减震夹持,在焊接过程中可减少对阀门的损坏,可对阀门进行有效的保护。
18.在具体使用时,操作人员先将阀门放置在台阶上,由两个夹紧驱动件驱动滑块滑动,在两个滑块于直线滑槽内滑动到位时,设置在两个滑块上的夹持块配合使用对阀门进行夹紧,在焊接过程中,在两条x轴伺服直线模组的驱动下,焊接载台沿着x轴移动的同时,装夹在焊接载台上的阀门也可以沿着x轴移动,在两条y轴伺服直线模组以及在z轴驱动直线模组的驱动下,焊接枪能实现y轴和z轴移动,通过上述x轴伺服直线模组、y轴伺服直线模组和z轴伺服直线模组的配合使用下,焊接枪可对阀门进行全方位焊接,且焊接精度较高。
19.上述实施例只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护
范围。凡根据本实用新型精神实质所作出的等同变换或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.对夹式阀门焊接装置,其特征在于,包括底板、焊接载台、焊接枪、夹紧机构、x轴驱动机构、y轴驱动机构和z轴驱动机构,所述x轴驱动机构包括两个支撑台和两条x轴伺服直线模组,两个支撑台前后设置在底板的上表面,两条x轴伺服直线模组分别设置在两个支撑台的顶部,所述焊接载台连接设置在两条x轴伺服直线模组上,所述焊接载台的中部成型有仿形通槽,且所述仿形通槽的内壁成型有用于搭放阀门的台阶,所述夹紧机构包括两个夹紧驱动件、两个滑块和两个夹持块,所述仿形通槽相对两侧所对应的焊接载台表面成型有直线滑槽,两个夹紧驱动件分别设置在两个直线滑槽的底部一端,两个滑块分别滑接在直线滑槽内并分别与两个夹紧驱动件的驱动轴连接,两个夹持块分别设置在两个夹持块的相对侧,所述y轴驱动机构包括两条y轴伺服直线模组,两条y轴伺服直线模组分别设置在底板的左右两侧,所述z轴驱动机构包括龙门机架和z轴伺服直线模组,所述龙门机架的两个支脚分别与两条y轴伺服直线模组连接,所述z轴伺服直线模组设置在龙门机架的横梁前部中心,所述焊接枪连接设置在z轴伺服直线模组上。2.根据权利要求1所述的对夹式阀门焊接装置,其特征在于,两条支撑台的中部设置有焊料回收箱,且所述焊料回收箱的底部四周设置有滚轮。3.根据权利要求1所述的对夹式阀门焊接装置,其特征在于,所述夹持块的夹持部成型有与阀门表面相匹配的夹持槽。4.根据权利要求3所述的对夹式阀门焊接装置,其特征在于,所述夹持槽的内壁通过数个减震弹簧连接有夹持框,且所述夹持框的形状与夹持槽的形状相匹配。5.根据权利要求1所述的对夹式阀门焊接装置,其特征在于,所述夹紧驱动件为夹紧气缸或者夹紧液压缸。
技术总结
本实用新型公开了对夹式阀门焊接装置,包括底板、焊接载台、焊接枪、夹紧机构、X轴驱动机构、Y轴驱动机构和Z轴驱动机构,X轴驱动机构包括两个支撑台和两条X轴伺服直线模组,焊接载台连接设置在两条X轴伺服直线模组上,夹紧机构包括两个夹紧驱动件、两个滑块和两个夹持块,仿形通槽相对两侧所对应的焊接载台表面成型有直线滑槽,Y轴驱动机构包括两条Y轴伺服直线模组,Z轴驱动机构包括龙门机架和Z轴伺服直线模组,本实用新型在阀门焊接过程中能快速对阀门进行定位夹紧,并通过X轴驱动机构、Y轴驱动机构和Z轴驱动机构配合使用使焊接枪能对阀门进行精准的焊接,相较于现有技术,本实用新型自动化程度较高,具有较高的使用价值。具有较高的使用价值。具有较高的使用价值。
技术研发人员:王士涛 王世远 杨国强 杨小强
受保护的技术使用者:苏州合能工业设备有限公司
技术研发日:2021.11.10
技术公布日:2022/6/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1