一种可改善精冲件塌角的连续成型精修精冲模具的制作方法
1.本实用新型涉及精密冲裁技术领域,特别涉及一种可改善精冲件塌角的连续成型精修精冲模具。
背景技术:
2.减小精冲件的塌角对于提高精冲零件性能和使用寿命有非常重要意义。现有精冲件的塌角改善主要是精冲模具的改善和精冲零件加工方法创新来实现。现有技术中采用多次修切和预切反向挤压方法来修正塌角,会出现修切小废料不易清理,容易造成零件压伤,同时零件可能出现撕裂,无法解决现有技术中模具结构复杂、维修保养费工费时等弊端。
技术实现要素:
3.本实用新型的主要目的在于提供一种可改善精冲件塌角的连续成型精修精冲模具,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型采取的技术方案为:
5.一种可改善精冲件塌角的连续成型精修精冲模具,包括凸模组件和凹模组件,所述凸模组件位于凹模组件正上方,所述凸模组件下端安装有上固定板,所述上固定板下端安装有成型凸模和落料凸模,所述凹模组件上端安装有凹模固定板,所述凹模固定板上端开有成型凹模和落料凹模,所述成型凹模位于成型凸模正下方,所述落料凹模位于落料凸模正下方,所述落料凹模内安装有反压板,所述成型凹模的下壁安装有氮气弹簧,所述氮气弹簧上端安装有反顶冲头,所述凸模组件和凹模组件之间设置有压料板,所述成型凸模和落料凸模下端均贯穿压料板并分别延伸至成型凹模和落料凹模内。
6.优选的,所述凸模组件包括凸模底座,所述凸模底座下端安装有上垫板,所述上垫板下端与上固定板上端固定连接。
7.优选的,所述凹模组件包括凹模底座,所述凹模底座中部固定安装有三个下垫板,三个所述下垫板相互紧密接触。
8.优选的,最上侧所述下垫板的上端面与凹模底座的上端面齐平。
9.优选的,三个所述下垫板的厚度之和等于凹模底座的厚度。
10.与现有技术相比,本实用新型具有如下有益效果:
11.1、本实用新型一种可改善精冲件塌角的连续成型精修精冲模具通过使用成型压包技术,只需控制好成型压包间隙和压包深度,然后反向拍平即可,无须多次修切和预切反向挤压,不会产生修切废料,进而不会出现零件压伤、撕裂的情况,较好地解决精冲件的塌角问题;
12.2、生产工艺简单,生产效率高,适用于各种几何形状较复杂的零件加工;
13.3、获得产品质量好,全光亮带,剪切面粗糙度ra可达到0.3~0.5,小塌角的零件可直接用于机械装配,提高机械产品的强度和性能,省去后续加工工序;
14.4、整个模具结构简单,成本低,维护简便。
附图说明
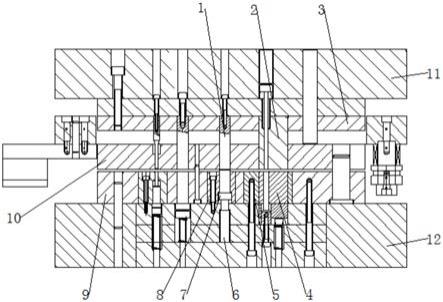
15.图1为本实用新型一种可改善精冲件塌角的连续成型精修精冲模具的整体结构示意图;
16.图2为本实用新型一种可改善精冲件塌角的连续成型精修精冲模具的凸模组件的整体结构示意图;
17.图3为本实用新型一种可改善精冲件塌角的连续成型精修精冲模具的凹模组件的整体结构示意图;
18.图4为本实用新型一种可改善精冲件塌角的连续成型精修精冲模具的压板的整体结构示意图。
19.图中:1、成型凸模;2、落料凸模;3、上固定板;4、反压板;5、落料凹模;6、氮气弹簧;7、反顶冲头;8、成型凹模;9、凹模固定板;10、压料板;11、凸模组件;12、凹模组件;21、凸模底座;22、上垫板;31、凹模底座;32、下垫板。
具体实施方式
20.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
21.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
23.如图1-4所示,一种可改善精冲件塌角的连续成型精修精冲模具,包括凸模组件11和凹模组件12,凸模组件11位于凹模组件12正上方,凸模组件11下端安装有上固定板3,上固定板3下端安装有成型凸模1和落料凸模2,凹模组件12上端安装有凹模固定板9,凹模固定板9上端开有成型凹模8和落料凹模5,成型凹模8位于成型凸模1正下方,落料凹模5位于落料凸模2正下方,落料凹模5内安装有反压板4,成型凹模8的下壁安装有氮气弹簧6,氮气弹簧6上端安装有反顶冲头7,凸模组件11和凹模组件12之间设置有压料板10,成型凸模1和落料凸模2下端均贯穿压料板10并分别延伸至成型凹模8和落料凹模5内。
24.凸模组件11包括凸模底座21,凸模底座21下端安装有上垫板22,上垫板22下端与上固定板3上端固定连接;凹模组件12包括凹模底座31,凹模底座31中部固定安装有三个下垫板32,三个下垫板32相互紧密接触;最上侧下垫板32的上端面与凹模底座31的上端面齐平;三个下垫板32的厚度之和等于凹模底座31的厚度;成型凸模2和落料凸模5上端延伸至上固定板3内部。
25.需要说明的是,本实用新型为一种可改善精冲件塌角的连续成型精修精冲模具,
使用步骤如下,在一副精冲模具内完成五个工步:第一步,先冲导正孔;第二步紧接着进行导正销导正,第三步;根据精冲件的塌角要求,进行仿形压包,仿形区域距离最终产品尺寸的余量是料厚的8%~10%,同时压包深度控制在料厚的75%~80%,在压包过程中,利用反顶冲头7反向压紧材料,同时控制压包深度,在氮气弹簧6的作用下,从成型凹模8内顶出材料;第四步,利用压料板10和凹模固定板9的合模力量,将压包凸出反向拍平;第五步,小间隙精冲落料冲孔,获得合格的小塌角全光亮的精冲件。
26.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种可改善精冲件塌角的连续成型精修精冲模具,包括凸模组件(11)和凹模组件(12),其特征在于:所述凸模组件(11)位于凹模组件(12)正上方,所述凸模组件(11)下端安装有上固定板(3),所述上固定板(3)下端安装有成型凸模(1)和落料凸模(2),所述凹模组件(12)上端安装有凹模固定板(9),所述凹模固定板(9)上端开有成型凹模(8)和落料凹模(5),所述成型凹模(8)位于成型凸模(1)正下方,所述落料凹模(5)位于落料凸模(2)正下方,所述落料凹模(5)内安装有反压板(4),所述成型凹模(8)的下壁安装有氮气弹簧(6),所述氮气弹簧(6)上端安装有反顶冲头(7),所述凸模组件(11)和凹模组件(12)之间设置有压料板(10),所述成型凸模(1)和落料凸模(2)下端均贯穿压料板(10)并分别延伸至成型凹模(8)和落料凹模(5)内。2.根据权利要求1所述的一种可改善精冲件塌角的连续成型精修精冲模具,其特征在于:所述凸模组件(11)包括凸模底座(21),所述凸模底座(21)下端安装有上垫板(22),所述上垫板(22)下端与上固定板(3)上端固定连接。3.根据权利要求2所述的一种可改善精冲件塌角的连续成型精修精冲模具,其特征在于:所述凹模组件(12)包括凹模底座(31),所述凹模底座(31)中部固定安装有三个下垫板(32),三个所述下垫板(32)相互紧密接触。4.根据权利要求3所述的一种可改善精冲件塌角的连续成型精修精冲模具,其特征在于:最上侧所述下垫板(32)的上端面与凹模底座(31)的上端面齐平。5.根据权利要求4所述的一种可改善精冲件塌角的连续成型精修精冲模具,其特征在于:三个所述下垫板(32)的厚度之和等于凹模底座(31)的厚度。
技术总结
本实用新型公开了一种可改善精冲件塌角的连续成型精修精冲模具,包括凸模组件和凹模组件,所述凸模组件位于凹模组件正上方,所述凸模组件下端安装有上固定板,所述上固定板下端安装有成型凸模和落料凸模,所述凹模组件上端安装有凹模固定板,所述凹模固定板上端开有成型凹模和落料凹模,所述成型凹模位于成型凸模正下方,所述落料凹模位于落料凸模正下方,所述落料凹模内安装有反压板。本实用新型通过使用成型压包技术,只需控制好成型压包间隙和压包深度,然后反向拍平即可,无须多次修切和预切反向挤压,不会产生修切废料,进而不会出现零件压伤、撕裂的情况,较好地解决精冲件的塌角问题,成品质量好,结构简单,维护简单,成本低。本低。本低。
技术研发人员:张坤 李达 归超 王占锋 王蒙 张雷雷 贾保松 袁明君 贺瑞华 王丽娜
受保护的技术使用者:河南星光机械制造有限公司
技术研发日:2021.11.10
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1