一种螺母压扁装置的制作方法
1.本实用新型属于航空航天阀类技术领域,尤其涉及一种螺母压扁装置。
背景技术:
2.单向阀是环控系统引气子系统的配套产品,功能是用于防止发动机引气倒流或串流。单向阀最重要的装配过程就是依靠支柱上螺母的压扁来锁紧,所以螺母的锁紧质量将直接影响着整个产品的装配质量,螺母的锁紧效率也将直接影响产品的交付进度。
3.相关技术中,对于单向阀螺母的锁紧普遍采用的都是手动压扁锁紧,即将单向阀螺母装入专用压扁钳钳口内,一人手扶产品,一人摇动压扁钳通过钳口收缩将螺母压扁,单次压扁仅能压一个螺母,压一次、测量一次尺寸,往往都是通过多次压扁多次测量来保证压扁的最终尺寸,当压扁力度不一致,很容易导致压扁的质量参差不齐,无法保证质量一致性,压扁效率低、废品率高、人工消耗大。
技术实现要素:
4.为了解决相关技术中的技术问题,本实用新型提供一种螺母压扁装置,所述技术方案如下:
5.提供一种螺母压扁装置,包括:定位压扁机构和压紧防护机构。
6.定位压扁机构包括下模座、四个压扁冲柱、两个定位挡销、两个导向组件和上模座,两个导向组件通过过盈配合分别安装于下模座和上模座上,四个压扁冲柱两个为一组,每组通过螺钉预紧在下模座和上模座上,下模座和上模座分别对压扁冲柱设有可调导向槽,定位挡销固定在压扁冲柱靠近下模座的一端;
7.压紧防护机构包括压紧盘、滑动销、紧定螺钉和支架,支架固定在下模座上,支架设置有调节孔,滑动销穿过调节孔,通过间隙配合安装于支架上,滑动销在支架孔内能自由调节,压紧盘安装于滑动销一端,紧定螺钉通过螺纹连接在支架上,用于对滑动销紧固。
8.其中,定位挡销通过过盈连接方式固定在压扁冲柱上。
9.其中,下模座和上模座分别设计有导向槽,用于压扁冲柱左右精确调整。
10.其中,下模座和上模座均标有刻度盘。
11.其中,压紧盘采用夹布胶木材质。
12.其中,支架通过螺钉固定在下模座上。
13.本实用新型提供的一种螺母压扁装置,安装在压铆机上,将产品安装固定后,设定好压力参数,气动压铆机将螺母压扁,整个压扁过程可在30s内完成,提高了压扁效率;本实用新型提供的一种螺母压扁装置,可实现单件单向阀双轴螺母同时压扁锁紧,具有锁紧精度高、加工时间短、产品安装简单快捷、过程防护安全可靠、压力值可调可视等优点,且操作流程简单,操作人员易掌握操作过程,消除了人员操作不稳定等干扰因素对螺母压扁质量的影响。
附图说明
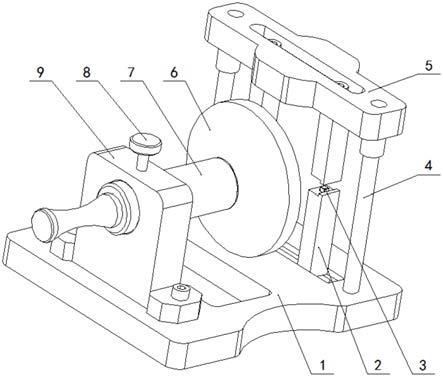
14.图1为本实用新型提供的螺母压扁装置的结构示意图;
15.图2为图1所示的剖视图;
16.图3为图1所示装置的具体实施方式示意图。
17.其中,1—下模座、2—压扁冲柱、3—定位挡销、4—导向组件、5-上模座、6—压紧盘、7—滑动销、8—紧定螺钉、9—支架、10—单向阀。
具体实施方式
18.下面结合附图和实施例对本实用新型做进一步说明:
19.如图1和图2所示,本实用新型提供一种螺母压扁装置,包括:定位压扁机构和压紧防护机构,
20.定位压扁机构包括下模座1、四个压扁冲柱2、两个定位挡销3、两个导向组件4和上模座5,两个导向组件通过过盈配合分别安装于下模座1和上模座5上,四个压扁冲柱2两个为一组,每组通过螺钉预紧在下模座1和上模座5上,下模座1和上模座5分别对压扁冲柱2设有可调导向槽,定位挡销3固定在压扁冲柱2靠近下模座1的一端;
21.压紧防护机构包括压紧盘6、滑动销7、紧定螺钉8和支架9,支架9固定在下模座1上,支架9设置有调节孔,滑动销7穿过调节孔,通过间隙配合安装于支架9上,滑动销7在支架9孔内能自由调节,压紧盘6安装于滑动销7一端,紧定螺钉8通过螺纹连接在支架9上,用于对滑动销7紧固。当单向阀定位在定位压扁机构上安装完后,滑动销带动压紧盘将单向阀压紧在定位压扁机构上,并用紧定螺钉锁紧,防止单向阀在压扁过程中偏歪。
22.如图1和图2所示,本实用新型还提供一种螺母压扁装置,包括:定位压扁机构和压紧防护机构,
23.定位压扁机构包括下模座1、四个压扁冲柱2、两个定位挡销3、两个导向组件4和上模座5,两个导向组件4通过过盈配合分别安装于下模座1和上模座5上,四个压扁冲柱2两个为一组,每组通过螺钉预紧在下模座1和上模座5上,下模座1和上模座5分别对压扁冲柱2设有可调导向槽,定位挡销3固定在压扁冲柱2靠近下模座1的一端;导向组件4采用滚珠衬套导向组件。定位挡销对单向阀的双螺母端面进行定位,通过可调导向槽,调节压扁冲柱的位置与单向阀中双螺母位置一致,利用导向组件的导向精度,使上模座顺利压紧在下模座上,实现单向阀的双螺母压扁。
24.下模座1和上模座5分别设计有导向槽,用于四个压扁冲柱2左右精确调整及保持对中性,防止压扁冲柱偏歪。
25.下模座1和上模座5均标有刻度盘。可根据不同单向阀双螺母之间的尺寸按刻度盘直接调整压扁冲柱2位置,通用性非常广。
26.压紧防护机构包括压紧盘6、滑动销7、紧定螺钉8和支架9,支架9固定在下模座1上,支架9设置有调节孔,滑动销7穿过调节孔,通过间隙配合安装于支架9上,滑动销7在支架9孔内能自由调节,压紧盘6安装于滑动销7一端,紧定螺钉8通过螺纹连接在支架9上,用于对滑动销7紧固。用于在单向阀安装在压扁机构上后,对单向阀进行压紧,防止单向阀歪斜,并可根据单向阀的外形体积大小调整压紧防护位置。
27.压紧盘6采用夹布胶木材质。防止压伤产品。压紧盘6还可以采用聚氨酯、peek、木
材、橡胶等非金属材质。
28.支架9通过螺钉固定在下模座1上。用于固定滑动销的位置,保证滑动销与压扁机构同心。支架9还可以通过销钉、铆钉和焊接方式固定在下模座1上。
29.请参照图3,本实用新型提供的螺母压扁装置的使用过程包括:先将压扁装置的下模座固定在压铆机上,根据单向阀10上的双螺母间距大小调整上模座、下模座上的压扁冲柱位置,位置调整完成后在下模座上安装单向阀,利用定位挡销调整单向阀双螺母位置,在导向组件上装上上模座,推动滑动销带动压紧盘将单向阀压紧在定位压扁机构上,将紧定螺钉锁紧;启动压铆机按设定的压力压紧上模座、下模座,利用挤压原理将螺母压扁,整个压扁过程持续时间约为30s。
30.本实用新型提供的一种螺母压扁装置,安装在压铆机上,将产品安装固定后,设定好压力参数,启动压铆机将螺母压扁,整个压扁过程可在30s内完成,提高了压扁效率;本实用新型提供的螺母压扁装置,可实现单件单向阀双轴螺母同时压扁锁紧,具有锁紧精度高、加工时间短、产品安装简单快捷、过程防护安全可靠、压力值可调可视等优点,且操作流程简单,操作人员易掌握操作过程,消除了人员操作不稳定等干扰因素对螺母压扁质量的影响。
31.上述实例仅仅是为了清楚说明所作的举例,而并非对实施方式的限定。对于所述领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。
技术特征:
1.一种螺母压扁装置,其特征在于,包括:定位压扁机构和压紧防护机构,定位压扁机构包括下模座(1)、四个压扁冲柱(2)、两个定位挡销(3)、两个导向组件(4)和上模座(5),两个导向组件(4)通过过盈配合分别安装于下模座(1)和上模座(5)上,四个压扁冲柱(2)两个为一组,每组通过螺钉预紧在下模座(1)和上模座(5)上,下模座(1)和上模座(5)分别对压扁冲柱(2)设有可调导向槽,定位挡销(3)固定在压扁冲柱(2)靠近下模座(1)的一端;压紧防护机构包括压紧盘(6)、滑动销(7)、紧定螺钉(8)和支架(9),支架(9)固定在下模座(1)上,支架(9)设置有调节孔,滑动销(7)穿过调节孔,通过间隙配合安装于支架(9)上,滑动销(7)在支架(9)孔内能自由调节,压紧盘(6)安装于滑动销(7)一端,紧定螺钉(8)通过螺纹连接在支架(9)上,用于对滑动销(7)紧固。2.根据权利要求1所述的螺母压扁装置,其特征在于,定位挡销(3)通过过盈连接方式固定在压扁冲柱(2)上。3.根据权利要求1所述的螺母压扁装置,其特征在于,下模座(1)和上模座(5)分别设计有导向槽,用于压扁冲柱(2)左右精确调整。4.根据权利要求1所述的螺母压扁装置,其特征在于,下模座(1)和上模座(5)均标有刻度盘。5.根据权利要求1所述的螺母压扁装置,其特征在于,压紧盘(6)采用夹布胶木材质。6.根据权利要求1所述的螺母压扁装置,其特征在于,支架(9)通过螺钉固定在下模座(1)上。
技术总结
本实用新型提供螺母压扁装置,属于航空航天阀类领域,定位压扁机构包括下模座、四个压扁冲柱、两个定位挡销、两个导向组件和上模座,两个导向组件通过过盈配合分别安装于下模座和上模座上,四个压扁冲柱两个为一组,每组通过螺钉预紧在下模座和上模座上,下模座和上模座分别对压扁冲柱设有可调导向槽,定位挡销固定在压扁冲柱靠近下模座的一端;压紧防护机构包括压紧盘、滑动销、紧定螺钉和支架,支架固定在下模座上,支架设有调节孔,滑动销穿过调节孔安装于支架上,在支架孔内能自由调节,压紧盘安装于滑动销一端,紧定螺钉通过螺纹连接在支架上。本实用新型通过机器取代手工对单向阀双螺母实现同时压扁,以提升压扁质量和效率,用于单向阀。用于单向阀。用于单向阀。
技术研发人员:张红营 郝亚茹 李宏波 赵玲艳 闫国杰 刘强 李德彬
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:2021.11.18
技术公布日:2022/4/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1