铝合金门窗边框型材端部钻孔定位装置的制作方法
1.本实用新型涉及铝合金型材生产技术领域,特别涉及一种铝合金门窗边框的钻孔定位装置。
背景技术:
2.铝合金门窗边框型材在生产过程中,需要对长条状的型材表面喷涂树脂,以提高其表面硬度、耐磨性,能有效延长铝合金型材的使用寿命。
3.铝合金门窗边框型材表面喷涂树脂,需要先对型材的一端钻孔,然后再将输送线上的挂钩上挂在型材端部上的钻孔中,最后再由输送线将型材送入喷涂室进行表面喷涂。
4.现有技术中,对铝合金门窗边框型材端部钻孔由人工完成,钻孔时人工一只手固定住型材端部,另一只手拿手持式钻机钻孔,钻孔效率低。而要实现自动钻孔,则需要能对铝合金型材进行定位的钻孔定位装置。
技术实现要素:
5.有鉴于此,本实用新型的目的是提供一种铝合金门窗边框型材端部钻孔定位装置,以解决在钻孔作业前对铝合金门窗边框型材进行定位及固定的技术问题。
6.本实用新型铝合金门窗边框型材端部钻孔定位装置,包括三台沿横向平行并列布置的皮带输送机,还包括设置在相邻两皮带输送机之间的直线电机、设置在直线电机滑座上的导向座、设置在直线电机滑座上且活塞杆向上穿过滑座的竖直气缸、垂直设置在竖直气缸的活塞杆端部上用于托起铝合金门窗边框型材的水平载板、垂直设置在水平载板底部上并与导向座上下滑动配合的竖直导向杆、横跨于皮带输送机的门型支架、垂直设置在门型支架顶板前侧且活塞杆朝下的两台前移定位气缸、水平设置在门型支架顶板中间且活塞杆朝向门型支架顶板后侧的回拉气缸、设置在回拉气缸活塞杆端部上的横连板和设置在横连板上用于推动铝合金门窗边框型材的两个l形拉钩,所述水平载板上设置有与前移定位气缸的活塞杆上下滑动配合的通孔或通槽,所述门型支架的顶板上设置有与拉钩前后滑动配合的导向槽,所述门型支架的顶板底面为钻孔的水平定基准位面,且顶板上还有避让钻头的通孔;
7.所述门型支架的左侧上垂直设置有左气缸,左气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的左推板,左推板上垂直设置有与门型支架左侧滑动配合的左导向杆,所述门型支架的右侧上垂直设置有右气缸,右气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的右推板,右推板上垂直设置有与门型支架右侧滑动配合的右导向杆。
8.进一步,所述右导向杆的末端上设置有限位凸缘,所述左推板上设置有橡胶垫。
9.进一步,还包括控制单元,所述控制单元包括设置在水平载板的后侧边部用于检测经过的铝合金门窗边框型材数量的传感器,所述控制单元还包括用于控制皮带输送机、前移定位气缸、回拉气缸、竖直气缸、左气缸、右气缸及直线电机的控制器,所述传感器与控制器连接。
10.本实用新型的有益效果:
11.本实用新型铝合金门窗边框型材端部钻孔定位装置,其能对铝合金门窗边框型材进行定位和压紧固定,保证端部钻孔的顺利进行。
附图说明
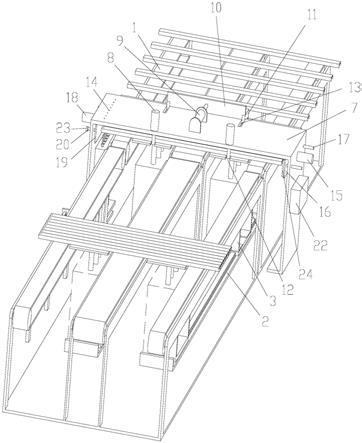
12.图1为铝合金门窗边框型材端部钻孔定位装置的结构示意图。
13.图2为铝合金门窗边框型材端部钻孔定位装置的剖视结构示意图。
具体实施方式
14.下面结合附图和实施例对本实用新型作进一步描述。
15.如图所示,本实施例铝合金门窗边框型材端部钻孔定位装置,包括三台沿横向平行并列布置的皮带输送机1,还包括设置在相邻两皮带输送机之间的直线电机2、设置在直线电机滑座上的导向座3、设置在直线电机滑座上且活塞杆向上穿过滑座的竖直气缸4、垂直设置在竖直气缸的活塞杆端部上用于托起铝合金门窗边框型材的水平载板5、垂直设置在水平载板底部上并与导向座上下滑动配合的竖直导向杆6、横跨于皮带输送机的门型支架7、垂直设置在门型支架顶板前侧且活塞杆朝下的两台前移定位气缸8、水平设置在门型支架顶板中间且活塞杆朝向门型支架顶板后侧的回拉气缸9、设置在回拉气缸活塞杆端部上的横连板10和设置在横连板上用于推动铝合金门窗边框型材的两个l形拉钩11,所述水平载板上设置有与前移定位气缸的活塞杆上下滑动配合的通槽12,当然在不同实施例中通槽还可改为通孔;所述门型支架的顶板上设置有与拉钩前后滑动配合的导向槽13,所述门型支架的顶板底面为钻孔的水平定基准位面,且顶板上还有避让钻头的通孔14。
16.所述门型支架的左侧上垂直设置有左气缸15,左气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的左推板16,左推板上垂直设置有与门型支架左侧滑动配合的左导向杆17,所述门型支架的右侧上垂直设置有右气缸18,右气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的右推板19,右推板上垂直设置有与门型支架右侧滑动配合的右导向杆20。
17.本实施例中铝合金门窗边框型材端部钻孔定位装置工作时,工作人员只需将铝合金门窗边框型材放置在皮带输送机上,皮带输送机将铝合金门窗边框型材向前输送,当铝合金门窗边框型材遇到前移定位气缸向下伸出的活塞杆时即被截停,而后续送来的铝合金门窗边框型材又被先到的铝合金型材截停,当规定数量的铝合金门窗边框型材移动至水平载板上方时,工作人员控制皮带输送机停止工作,然后控制竖直气缸活塞杆上升一段距离将铝合金门窗边框型材从皮带输送机上托起,然后控制回拉气缸驱动l型拉钩后退将铝合金门窗边框型材收拢在一起,然后控制左气缸和右气缸分别推动左推板和右推板前移使铝合金门窗边框型材端部对齐,对齐后控制左气缸和右气缸活塞杆缩回;然后再控制竖直气缸活塞杆上升将铝合金门窗边框型压紧固定在门型支架的顶板底面上,这时铝合金门窗边框型材即被准确定位及固定,钻机即可对其端部进行钻孔。钻孔后控制前移定位气缸的活塞杆缩回,再控制直线电机的滑座前移,即可将钻孔后的铝合金门窗边框型材送向下一工位。
18.作为对上述实施例的改进,所述的铝合金门窗边框型材端部钻孔定位装置还包括
控制单元,所述控制单元包括设置在水平载板的后侧边部用于检测经过的铝合金门窗边框型材数量的传感器21,所述控制单元还包括用于控制皮带输送机、前移定位气缸、回拉气缸、竖直气缸、左气缸、右气缸及直线电机的控制器22,所述传感器与控制器连接。所述传感器可以采用激光传感器或超声波传感器。本改进通过用传感器和控制器代替人工计数及控制,能进一步提高工作效率。
19.本实施例中铝合金门窗边框型材端部钻孔定位装置,其能对铝合金门窗边框型材进行定位和压紧固定,能保证端部钻孔的顺利进行。
20.作为对上述实施例的改进,所述右导向杆的末端上设置有限位凸缘23,所述左推板上设置有橡胶垫24。设置限位凸缘23能更好的保证左推板前移位置的准确度,能提高铝合金门窗边框型材端部端面位置定位精度,设置橡胶垫24能更好的避免压伤铝合金门窗边框型材,且能更好的消除铝合金门窗边框型材总长细小差别对其端面位置定位精度的影响。
21.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.铝合金门窗边框型材端部钻孔定位装置,包括三台沿横向平行并列布置的皮带输送机,其特征在于:还包括设置在相邻两皮带输送机之间的直线电机、设置在直线电机滑座上的导向座、设置在直线电机滑座上且活塞杆向上穿过滑座的竖直气缸、垂直设置在竖直气缸的活塞杆端部上用于托起铝合金门窗边框型材的水平载板、垂直设置在水平载板底部上并与导向座上下滑动配合的竖直导向杆、横跨于皮带输送机的门型支架、垂直设置在门型支架顶板前侧且活塞杆朝下的两台前移定位气缸、水平设置在门型支架顶板中间且活塞杆朝向门型支架顶板后侧的回拉气缸、设置在回拉气缸活塞杆端部上的横连板和设置在横连板上用于推动铝合金门窗边框型材的两个l形拉钩,所述水平载板上设置有与前移定位气缸的活塞杆上下滑动配合的通孔或通槽,所述门型支架的顶板上设置有与拉钩前后滑动配合的导向槽,所述门型支架的顶板底面为钻孔的水平定基准位面,且顶板上还有避让钻头的通孔;所述门型支架的左侧上垂直设置有左气缸,左气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的左推板,左推板上垂直设置有与门型支架左侧滑动配合的左导向杆,所述门型支架的右侧上垂直设置有右气缸,右气缸的活塞杆端部上设置有用于推动铝合金门窗边框型材的右推板,右推板上垂直设置有与门型支架右侧滑动配合的右导向杆。2.根据权利要求1所述的铝合金门窗边框型材端部钻孔定位装置,其特征在于:所述右导向杆的末端上设置有限位凸缘,所述左推板上设置有橡胶垫。3.根据权利要求1所述的铝合金门窗边框型材端部钻孔定位装置,其特征在于:还包括控制单元,所述控制单元包括设置在水平载板的后侧边部用于检测经过的铝合金门窗边框型材数量的传感器,所述控制单元还包括用于控制皮带输送机、前移定位气缸、回拉气缸、竖直气缸、左气缸、右气缸及直线电机的控制器,所述传感器与控制器连接。
技术总结
本实用新型公开了一种铝合金门窗边框型材端部钻孔定位装置,包括皮带输送机、设置在相邻两皮带输送机之间的直线电机、设置在直线电机滑座上的导向座、竖直气缸、水平载板、门型支架、前移定位气缸、回拉气缸、L形拉钩、左气缸、左推板、右气缸和右推板。本实用新型铝合金门窗边框型材端部钻孔定位装置,其能对铝合金门窗边框型材进行定位和压紧固定,保证端部钻孔的顺利进行。孔的顺利进行。孔的顺利进行。
技术研发人员:吴小兵
受保护的技术使用者:重庆海塑南邦铝业有限公司
技术研发日:2021.11.30
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1