一种仪表台管梁焊接定位夹具结构的制作方法
1.本实用新型属于机械制造技术领域,具体涉及一种仪表台管梁焊接定位夹具工装。
背景技术:
2.仪表台管梁为新开发件,现仪表台管梁焊接无专用工装,此零件焊接精度要求高,目前无专用的工装保证焊接精度。
技术实现要素:
3.本实用新型提供一种仪表台管梁焊接定位夹具工装,要解决的技术问题是:解决现有仪表台管梁焊接无专用工装,人工手动定位焊接精度差的问题。
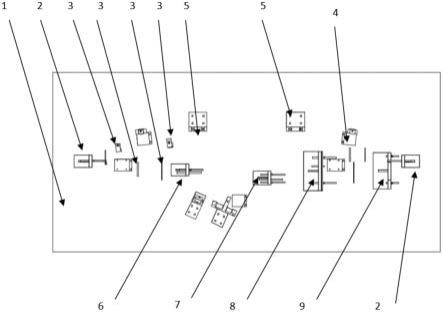
4.为了解决以上技术问题,本实用新型提供了一种仪表台管梁焊接定位夹具工装,其特征在于:主要由基准面1、左右限位支持块2、支架定位插片3、管梁v型支撑限位块4、车身固定点定位块5、管梁连接及饰件安装板定位块a6、管梁连接及饰件安装板定位块b7、管梁连接及饰件安装板定位块c8、管梁连接及饰件安装板定位块d9组成;所有定位块都固定在基准面1上,与仪表台管梁的弧度处相对应;左右限位支持块2设置在管梁两端,并通过管梁v型支撑限位块4对管梁进行限位;4个管梁连接板用于将两个管梁焊接为一体;车身固定点定位块5、管梁连接及饰件安装板定位块a6、管梁连接及饰件安装板定位块b7、管梁连接及饰件安装板定位块c8、管梁连接及饰件安装板定位块d9分别将4个管梁连接板通过拔插销定位,支架定位插片插接在基准面1上,与零件的小支架的焊接位置相对应进行限位。
5.有益效果:本实用新型对零件起到定位支撑的作用,辅助仪表台管梁焊接工作快速,位置精确的完成。解决了现仪表台管梁无专用工装,手动定位焊接精度差的问题,减少了焊接工时,保证仪表台管梁焊接精度质量。
附图说明
6.图1为本实用新型结构示意图;
7.图2为仪表台管梁在夹具上的状态示意图;
8.图3为图2的俯视图;
9.图4为本实用新型的立体图;
10.图5为定位插片示意图;
11.图6为管梁v型支持限位块示意图。
具体实施方式
12.为使本实用新型的目的、内容和优点更加清楚,下面对本实用新型的具体实施方式作进一步详细描述。
13.本实用新型提出的一种仪表台管梁焊接定位夹具工装,主要由基准面 1、左右限
位支持块2、支架定位插片3、管梁v型支撑限位块4、车身固定点定位块5、管梁连接及饰件安装板定位块a6、管梁连接及饰件安装板定位块 b7、管梁连接及饰件安装板定位块c8、管梁连接及饰件安装板定位块d9组成;
14.所有定位块都固定在基准面1上,与仪表台管梁的端部即弧度处相对应;安装后利用三坐标对工装进行校准;
15.焊接管梁时,将两个管梁放入工装内,将左右限位支持块2设置在管梁两端,并通过管梁v型支撑限位块4将管梁的x、y、z方向进行限制,管梁v 型支撑限位块4有螺栓压紧机构,可以将管梁x、z向进行限制;
16.4个管梁连接板用于将两个管梁焊接为一体;
17.管梁连接板定位块a、b、c、d分别将4个管梁连接板通过拔插销定位,插入拔插销,将管梁连接板与两个管梁焊接,将小支架放置在管梁上,最后由支架定位插片3将所有小支架进行符形限位,支架定位插片插接在基准面1上,与零件的小支架的焊接位置相对应。焊接完成后从工装上方将零件取出。该夹具具有结构简单、操作简便的优点,并且该夹具能够调节定位机构在空间上x、y、z三方向上的位置,以适应加工件的初始误差和焊接形变, 根据加工件焊接变形量大小进行调节,以达到工件最佳位置。
18.管梁连接板的定位是通过锥销定位,夹紧功能是通过锥销前端的方形挡块和锥销后端,放上管梁连接板后,将锥销插入定位板,定位板上有相应的锥销孔及方形挡块的避让孔,将锥销顺时针旋转,方形挡块与锥销后端正好将管梁连接板夹紧在定位板上。
19.通过螺栓将压紧块、v型支持限位块(v字形状设计可以使用多种直径的管梁)连接,管梁放在两装置中间,拧紧螺栓,将管梁压紧(防止在焊接支架的同时管梁窜动),从而限制管梁的方向,防止管梁窜动,保证焊接精度。
20.采用定位插片3来定位小支架,采用二维激光切割工艺,定位插片符型支架的型面(功能:限制支架的转动及型面定位),定位孔定位插片通过类似小舌头形状(突出的插片)来定位限制孔。
21.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种仪表台管梁焊接定位夹具结构,其特征在于:主要由基准面(1)、左右限位支持块(2)、支架定位插片(3)、管梁v型支撑限位块(4)、车身固定点定位块(5)、管梁连接及饰件安装板定位块a(6)、管梁连接及饰件安装板定位块b(7)、管梁连接及饰件安装板定位块c(8)、管梁连接及饰件安装板定位块d(9)组成;所有定位块都固定在基准面(1)上,与仪表台管梁的弧度处相对应;左右限位支持块(2)设置在管梁两端,并通过管梁v型支撑限位块(4)对管梁进行限位;4个管梁连接板用于将两个管梁焊接为一体;车身固定点定位块(5)、管梁连接及饰件安装板定位块a(6)、管梁连接及饰件安装板定位块b(7)、管梁连接及饰件安装板定位块c(8)、管梁连接及饰件安装板定位块d(9)分别将4个管梁连接板通过拔插销定位,支架定位插片插接在基准面(1)上,与零件的小支架的焊接位置相对应进行限位。2.根据权利要求1所述的一种仪表台管梁焊接定位夹具结构,其特征在于:管梁v型支撑限位块(4)有螺栓压紧机构。
技术总结
本实用新型涉及一种仪表台管梁焊接定位夹具结构,主要由基准面(1)、左右限位支持块(2)、支架定位插片(3)、管梁V型支撑限位块(4)、车身固定点定位块(5)、管梁连接及饰件安装板定位块A(6)、管梁连接及饰件安装板定位块B(7)、管梁连接及饰件安装板定位块C(8)、管梁连接及饰件安装板定位块D(9)组成;本实用新型对零件起到定位支撑的作用,辅助仪表台管梁焊接工作快速,位置精确的完成。解决了现仪表台管梁无专用工装,手动定位焊接精度差的问题,减少了焊接工时,保证仪表台管梁焊接精度质量。保证仪表台管梁焊接精度质量。保证仪表台管梁焊接精度质量。
技术研发人员:杨少波 云瑞 郭祥 周鹏鹏 黄其栋 梁伟 贺向前 窦珩 刘琛瑛 李渊 赵珺 邱志华
受保护的技术使用者:北奔重型汽车集团有限公司
技术研发日:2021.11.30
技术公布日:2022/7/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1