挖掘机专用螺栓定位打孔工装的制作方法
1.本实用新型属于螺栓加工工装技术领域,特别涉及一种挖掘机专用的带有注油孔的螺栓的定位打孔工装。
背景技术:
2.机械设备中,螺栓属于连接两个结构部件的主要连接件,特别是用于挖掘机上的螺栓,在日常使用过程中,由于工作环境潮湿,容易造成螺栓锈死,无法拆卸更换,影响工作效率。所以,目前一般使用的是一种类似于回油螺栓的专用螺栓通过向注油孔注油防止螺栓锈蚀,但是该螺栓不是标准件需要特制,在加工螺栓的过程中需要在螺杆上钻一个贯通的通孔,目前通常采用的是将螺栓下部垫平后,人工操作钻头对位钻孔,缺点是钻孔定位困难,且螺栓位置不稳固受力时容易发生位置移动,成品率低且工作效率低下,增加工人劳动强度。
技术实现要素:
3.本实用新型所解决的技术问题是提供了一种挖掘机专用螺栓定位打孔工装,解决了钻孔定位困难,螺栓位置不稳固的问题。
4.本实用新型采用的技术方案是:一种挖掘机专用螺栓定位打孔工装,包括底盘、定位套筒、螺栓头定位座和顶杆,所述底盘为工字型平板结构,两侧开有长槽,底盘上表面固定连接定位套筒,所述定位套筒前端的底盘上固定安装有螺栓头定位座,所述定位套筒为圆环体,圆环体的侧面与底盘相连接,定位套筒的侧壁加工有通孔,所述通孔外侧焊接有螺母,顶杆为一端是把手另一端带有螺纹的长杆,所述顶杆的螺纹与螺母配合,所述定位套筒侧壁的正上方加工有垂直贯通到底盘上表面的定位孔,所述定位套筒的内径略大于工件的螺杆直径最大值,所述螺栓头定位座为矩形,螺栓头定位座的上表面与工件的螺栓头的侧平面相配合。
5.其技术效果在于:工件的螺杆位于定位套筒内部,螺栓头的下表面和侧面恰好与定位套筒的前端面和螺栓头定位座的上表面接触定位,使得打孔定位准确一致,工件平稳固定在工装上。
6.进一步优化,定位孔与定位套筒前端面的距离等于工件待加工的孔与螺栓头下表面的距离。
7.其技术效果在于:提高打孔效率,将工件放置到工装上指定位置以后,定位孔位置即工件设计的打孔位置。
8.进一步优化,底盘通过螺栓组件与钻孔机械的工作台固定,螺栓穿过底盘的长槽,螺母拧紧压在底盘的上表面,螺母与底盘之间装有垫片。
9.其技术效果在于:工装整体安装拆卸方便,便于在各种钻孔机械上使用。
10.进一步优化,定位套筒的内径大于工件的螺杆直径最大值1~2mm。
11.其技术效果在于:工件装取方便,不容易损伤工件表面。
12.本实用新型的有益效果是:本实用新型结构简单,使用方便,打孔定位快速准确,提高了生产效率,降低工人的劳动强度,降低了生产成本。
附图说明
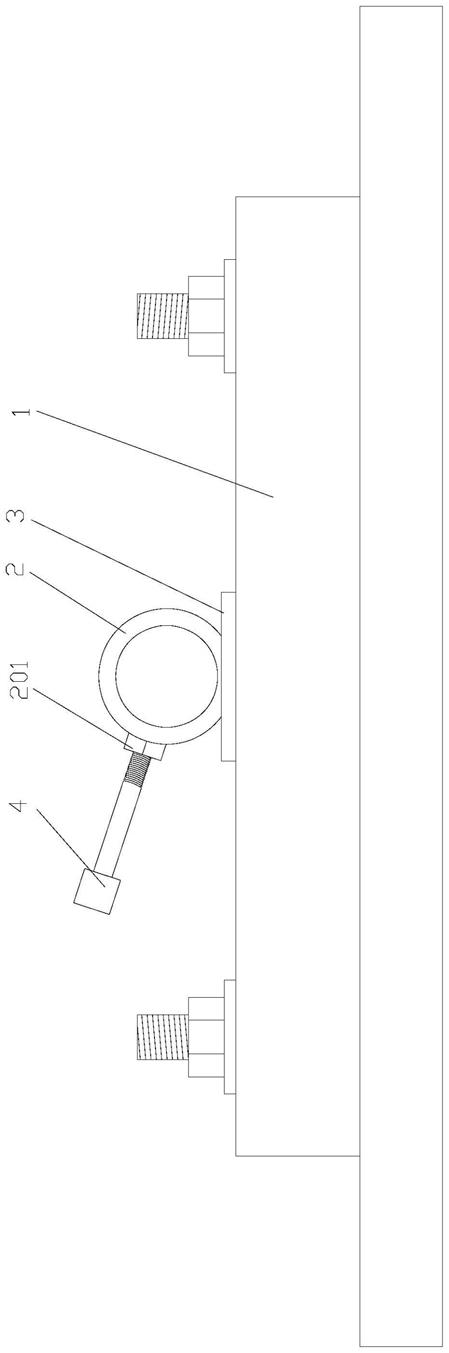
13.图1为挖掘机专用螺栓定位打孔工装主视图;
14.图2为挖掘机专用螺栓定位打孔工装俯视图;
15.图3为工件装入工装时的结构示意图;
16.图4为工件装入工装时的剖面结构示意图。
17.附图标记:1-底盘,2-定位套筒,3-螺栓头定位座,4-顶杆,5-工件,201-螺母,202-定位孔。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
19.首先对本实用新型所要加工的工件结构做一简要说明,工件为挖掘机专用螺栓,包括螺栓头和螺杆,螺栓头的形状如图3所示,主体为圆柱面两侧加工成平面,螺杆的形状如图4所示,为变径螺杆,与螺栓头相连接的螺杆前端部分直径较大且为光杆,螺杆后端部分直径较小,且与螺杆前端部分连接处为光杆,后端部分为螺纹杆。本实用新型所要打孔的位置为螺杆前端部分直径较大的光杆侧面加工一个穿过螺杆轴线的贯通孔。
20.如图1和图2所示,一种挖掘机专用螺栓定位打孔工装,包括底盘1、定位套筒2、螺栓头定位座3和顶杆4,底盘1为工字型平板结构,两侧开有长槽,底盘1通过螺栓组件与钻孔机械的工作台固定,螺栓穿过底盘1的长槽,螺母拧紧压在底盘1的上表面进行固定,螺母与底盘1之间装有垫片。底盘1上表面固定连接定位套筒2,定位套筒2前端的底盘1上固定安装有螺栓头定位座3,定位套筒2为圆环体,圆环体的侧面与底盘1相连接,定位套筒2的侧壁加工有通孔,通孔外侧焊接有螺母201,顶杆4为一端是把手另一端带有螺纹的长杆,顶杆4的螺纹与螺母201配合,定位套筒2侧壁的正上方加工有垂直贯通到底盘1上表面的定位孔202,定位套筒2的内径大于工件5的螺杆直径最大值1~2mm,定位孔202与定位套筒2前端面的距离等于工件5待加工的孔与螺栓头下表面的距离。螺栓头定位座3为矩形,螺栓头定位座3的上表面与工件5的螺栓头的侧平面相配合。工件5的螺杆位于定位套筒2内部,工件5的螺栓头的下表面与定位套筒2的前端面接触,工件5的螺栓头的侧平面与螺栓头定位座3的上表面接触定位,螺栓头定位座3的上表面宽度与工件5的螺栓头的厚度相同,当工件5的螺栓头的上表面与螺栓头定位座3侧面一平时即说明工件5放置到工装上指定位置。此时定位孔202的位置即工件5设计的打孔位置。
21.使用时,首先将工装整体放置于钻孔机械的工作台上,将底盘1固定于工作台台面上,然后将工件5的螺杆装入定位套筒2内部,使工件5的螺栓头一侧平面与螺栓头定位座上表面接触,工件5放置到工装上指定位置后,旋转顶杆4上端把手将顶杆下端顶到工件5上,将工件5顶紧固定,然后操控钻头位置,使钻头位于定位孔202处,开始钻孔,将工件5钻通后,将钻头移出工装,旋转顶杆4的把手将工件5取出,再换上另一个待加工的工件5,继续重
复上述步骤进行打孔作业。
22.以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明了本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改变,这些变化和改变都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种挖掘机专用螺栓定位打孔工装,其特征在于:包括底盘(1)、定位套筒(2)、螺栓头定位座(3)和顶杆(4),所述底盘(1)为工字型平板结构,两侧开有长槽,底盘(1)上表面固定连接定位套筒(2),所述定位套筒(2)前端的底盘(1)上固定安装有螺栓头定位座(3),所述定位套筒(2)为圆环体,圆环体的侧面与底盘(1)相连接,定位套筒(2)的侧壁加工有通孔,所述通孔外侧焊接有螺母(201),顶杆(4)为一端是把手另一端带有螺纹的长杆,所述顶杆(4)的螺纹与螺母(201)配合,所述定位套筒(2)侧壁的正上方加工有垂直贯通到底盘(1)上表面的定位孔(202),所述定位套筒(2)的内径略大于工件(5)的螺杆直径最大值,所述螺栓头定位座(3)为矩形,螺栓头定位座(3)的上表面与工件(5)的螺栓头的侧平面相配合。2.根据权利要求1所述的挖掘机专用螺栓定位打孔工装,其特征在于:所述定位孔(202)与定位套筒(2)前端面的距离等于工件(5)待加工的孔与螺栓头下表面的距离。3.根据权利要求1所述的挖掘机专用螺栓定位打孔工装,其特征在于:所述底盘(1)通过螺栓组件与钻孔机械的工作台固定,螺栓穿过底盘(1)的长槽,螺母拧紧压在底盘(1)的上表面,螺母与底盘(1)之间装有垫片。4.根据权利要求1所述的挖掘机专用螺栓定位打孔工装,其特征在于:所述定位套筒(2)的内径大于工件(5)的螺杆直径最大值1~2mm。
技术总结
本实用新型是一种挖掘机专用螺栓定位打孔工装,包括底盘、定位套筒、螺栓头定位座和顶杆,底盘为工字型平板结构,两侧开有长槽,底盘上表面固定连接定位套筒,定位套筒前端的底盘上固定安装有螺栓头定位座,定位套筒为圆环体,圆环体的侧面与底盘相连接,定位套筒的侧壁加工有通孔,通孔外侧焊接有螺母,顶杆为一端是把手另一端带有螺纹的长杆,顶杆的螺纹与螺母配合,定位套筒侧壁的正上方加工有垂直贯通到底盘上表面的定位孔,螺栓头定位座为矩形,螺栓头定位座的上表面与工件的螺栓头的侧平面相配合。本实用新型结构简单,使用方便,打孔定位快速准确,提高了生产效率,降低工人的劳动强度,降低了生产成本。降低了生产成本。降低了生产成本。
技术研发人员:孙铭骏 孙广深 孙太春 常国岐 帅峙辛 杨连春
受保护的技术使用者:大连银山金属制品有限公司
技术研发日:2021.12.09
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1