一种油水井管螺纹加工定位器的制作方法
1.本实用新型属于油田井下油管修复工具,是一种油水井管螺纹加工定位器。
背景技术:
2.油田井下油水井管加工修复时,要将被修复的油水井管端放置在修复油水井管的车床上,对油水井管的前端螺纹进行车或修制。因此,被修复的油水井管放置在车床上后要对其进行定位,以便使修复的车刀对准被修复油管的修复部位。目前的定位机构虽然可以对其定位,但它的结构复杂,体积庞大,操作难度大,使用及不方便。
技术实现要素:
3.本实用新型的目的是设计一种油水井管螺纹加工定位器,克服上述存在的问题,使其结构简单,易于操作,方便使用。
4.本实用新型的目的是这样实现的:包括车床夹持机构、油管、定位件、定退接头、起落杆、销轴、连接套、机床尾轴,车床夹持机构与机床尾轴同轴线,油管穿过车床夹持机构,油管的轴线与车床夹持机构的轴线同轴,连接套套装在机床尾轴上,连接套在机床尾轴上不能向右移动,连接套的轴线与机床尾轴的轴线同轴线,连接套的左端开有安装槽,所述的安装槽的上方和左方开通,起落杆的左部放置在所述的安装槽里,起落杆由销轴铰链式连接在连接套上,连接点处于所述的安装槽里,在所述的安装槽约束下起落杆只能绕销轴旋转至向上的竖立状态和向左的水平状态,起落杆绕销轴旋转至水平状态时其轴线与连接套的轴线同轴线,定退接头的右内螺纹与起落杆左部的左外螺纹连接,定位件右端的右外螺纹与定退接头左部的左内螺纹连接,所述的右内螺纹与所述的左内螺纹的旋向相反,定位件的左端与油管的右端接触时,所述的左外螺纹旋入定退接头的长度加所述的右外螺纹旋入定退接头的长度小于定退接头的长度,使其旋转定退接头时,定位件、定退接头能向左移动或向右移动。
5.本实用新型的有益效果是:油管的右端与定位件接触时,油管就被定位了,再将定位件、定退接头、起落杆逆时针旋转使其离开工作区域就能对油管的螺纹进行修复加工了。定位件、定退接头、起落杆绕销轴旋转非常轻松方便,因此,本实用新型能达到发明目的,克服了现有技术存在的问题,它的结构简单,好操作,使用方便。
附图说明
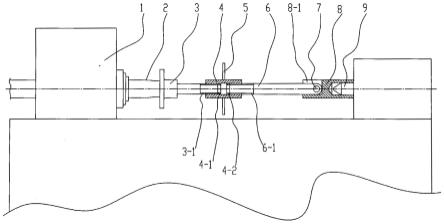
6.图1是本实用新型的装配视图。
7.图2是图1中件8的俯视图。
8.图3是图1中件8的右视图。
具体实施方式
9.下面结合附图对本实用新型的实施例进行说明。
10.如图所示,本实用新型包括车床夹持机构1、油管2、定位件3、定退接头4、起落杆6、销轴7、连接套8、机床尾轴9,车床夹持机构1与机床尾轴9同轴线,油管2穿过车床夹持机构1,油管2的轴线与车床夹持机构1的轴线同轴,连接套8套装在机床尾轴9上,连接套8在机床尾轴9上不能向右移动,连接套8的轴线与机床尾轴9的轴线同轴线,连接套8的左端开有安装槽8-1,所述的安装槽8-1的上方和左方开通,起落杆6的左部放置在所述的安装槽8-1里,起落杆6由销轴7铰链式连接在连接套8上,连接点处于所述的安装槽8-1里,在所述的安装槽8-1约束下起落杆6只能绕销轴7旋转至向上的竖立状态和向左的水平状态(起落杆6绕销轴7旋转至向左的水平状态时,起落杆6不能再绕销轴7逆时针旋转,起落杆6绕销轴7旋转至向上的竖立状态时,起落杆6不能再绕销轴7顺时针旋转),起落杆6绕销轴7旋转至水平状态时其轴线与连接套8的轴线同轴线,定退接头4右部的右内螺纹4-2与起落杆6左部的左外螺纹6-1连接,定位件3右端的右外螺纹3-1与定退接头4左部的左内螺纹4-1连接,所述的右内螺纹4-2与所述的左内螺纹4-1的旋向相反,定位件3的左端与油管2的右端接触时,所述的左外螺纹6-1旋入定退接头4的长度加所述的右外螺纹3-1旋入定退接头4的长度小于定退接头4的长度,使其旋转定退接头4时,定位件3、定退接头4能向左移动或向右移动。
11.起落杆6绕销轴7旋转至向左的水平状态时,起落杆6不能再绕销轴7逆时针旋转,是由所述的安装槽8-1的底面限位决定的。起落杆6绕销轴7旋转至向上的竖立状态时,起落杆6不能再绕销轴7顺时针旋转,是由所述的安装槽8-1的右侧面限位决定的。
12.使用时油管2穿入前,其它部件为如图1所示状态,然后穿入油管2,油管2的右端面与定位件3接触时为定位状态,然后旋转定退接头4,使定位件3、定退接头4向左移动或向右移动,油管2的右端面与定位件3不接触接触,就可抬起起落杆6至竖立状态,加工区域无部件,由车床夹持机构1夹紧油管2就可以正常对油管2进行修复了。
13.所述的右内螺纹4-2和所述的左内螺纹4-1的螺距为3-20mm。采用大螺距可以减少旋转定退接头4的角度,能快速将机构退出,使其使用方便。定退接头4上安装转杆5,可以方便旋转定退接头4。
14.权利要求书中的油管是指油田用的油管、套管、贴堵管等管。
技术特征:
1.一种油水井管螺纹加工定位器,包括车床夹持机构(1)、油管(2)、定位件(3)、定退接头(4)、起落杆(6)、销轴(7)、连接套(8)、机床尾轴(9),车床夹持机构(1)与机床尾轴(9)同轴线,油管(2)穿过车床夹持机构(1),油管(2)的轴线与车床夹持机构(1)的轴线同轴,其特征是:连接套(8)套装在机床尾轴(9)上,连接套(8)在机床尾轴(9)上不能向右移动,连接套(8)的轴线与机床尾轴(9)的轴线同轴线,连接套(8)的左端开有安装槽(8-1),所述的安装槽(8-1)的上方和左方开通,起落杆(6)的左部放置在所述的安装槽(8-1)里,起落杆(6)由销轴(7)铰链式连接在连接套(8)上,连接点处于所述的安装槽(8-1)里,在所述的安装槽(8-1)约束下起落杆(6)只能绕销轴(7)旋转至向上的竖立状态和向左的水平状态,起落杆(6)绕销轴(7)旋转至水平状态时其轴线与连接套(8)的轴线同轴线,定退接头(4)的右内螺纹(4-2)与起落杆(6)左部的左外螺纹(6-1)连接,定位件(3)右端的右外螺纹(3-1)与定退接头(4)左部的左内螺纹(4-1)连接,所述的右内螺纹(4-2)与所述的左内螺纹(4-1)的旋向相反,定位件(3)的左端与油管(2)的右端接触时,所述的左外螺纹(6-1)旋入定退接头(4)的长度加所述的右外螺纹(3-1)旋入定退接头(4)的长度小于定退接头(4)的长度,使其旋转定退接头(4)时,定位件(3)、定退接头(4)能向左移动或向右移动。
技术总结
一种油水井管螺纹加工定位器,车床夹持机构与机床尾轴同轴线,油管穿过车床夹持机构,油管的轴线与车床夹持机构的轴线同轴,连接套套装在机床尾轴上,连接套在机床尾轴上不能向右移动,连接套的轴线与机床尾轴的轴线同轴线,连接套的左端开有安装槽,安装槽的上方和左方开通,起落杆的左部放置在安装槽里,起落杆由销轴铰链式连接在连接套上,连接点处于所述的安装槽里,定退接头的右内螺纹与起落杆左部的左外螺纹连接,定位件右端的右外螺纹与定退接头左部的左内螺纹连接,所述的右内螺纹与所述的左内螺纹的旋向相反,定位件的左端与油管的右端接触时,所述的左外螺纹旋入定退接头的长度加所述的右外螺纹旋入定退接头的长度小于定退接头的长度。小于定退接头的长度。小于定退接头的长度。
技术研发人员:马欣 安居坤 栾学玉 卢红星 栾建东
受保护的技术使用者:山东四通石油技术开发有限公司
技术研发日:2021.12.12
技术公布日:2022/6/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1