一种用于纺丝组件精密车螺纹夹具的制作方法
1.本实用新型涉及车床夹具领域,特别是一种用于纺丝组件精密车螺纹夹具。
背景技术:
2.纺丝组件是丝纺业常用的生产用组件,其常采用螺纹连接的方式固定安装,一种新型丝纺组件的螺纹采用非标设计,需采用卧式数控车床车削加工,由于其工件较长,壁厚较薄,螺纹与外圆的同轴度较难保证,这样会导致旋紧安装后出现倾斜的现象,因此,为了确保工件装夹后车螺纹端外圆跳动小,提供一种用于纺丝组件精密车螺纹夹具。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种用于纺丝组件精密车螺纹夹具,确保装夹后工件车螺纹端外圆跳动小于0.02。
4.技术方案:为实现上述目的,本实用新型的一种用于纺丝组件精密车螺纹夹具,包括三爪卡盘,所述三爪卡盘的三个卡爪上皆固定设置有一个夹持体,所述夹持体外侧面与其对应的所述卡爪端面之间设置若干加强筋,三个所述夹持体包裹夹持工件外圆。
5.进一步地,所述夹持体为1/3圆环状,所述夹持体以所述卡爪中轴线两侧对称设置,三个所述夹持体环绕成圆筒状,三个所述夹持体构成的圆筒内径与待加工工件外圆配合设置。
6.进一步地,所述夹持体的夹持距离大于所述待加工工件的长度。
7.进一步地,所述夹持体上还设置有定位销孔,所述定位销孔位于任意一个所述夹持体上,所述定位销孔内插装定位销。
8.进一步地,所述加强筋包括两个长加强筋以及两个短加强筋,两个所述长加强筋以及两个所述短加强筋皆以所述卡爪中轴线对称设置;所述长加强筋一端端面支撑固定于所述夹持体的外圆面上,所述长加强筋另一端端面支撑固定于所述卡爪的端面上;所述短加强筋一端端面支撑固定于所述夹持体的外圆面上,所述短加强筋另一端侧面贴合固定于所述卡爪的侧面上。
9.进一步地,所述三爪卡盘的中心还同轴设置有定位凸台,所述定位凸台的圆柱面与所述待加工工件非加工端内圆面配合设置。
10.有益效果:本实用新型的一种用于纺丝组件精密车螺纹夹具,通过由筒管三等分后分别焊接于三爪卡盘的三个卡爪上,代替卡爪对工件进行夹持,将常规的夹持外圆局部三点改为夹持3/4圆,夹持工件一端改为夹持整体,能有效避免较长圆柱体非加工端的较大跳动,加工薄壁零件不易变形。
附图说明
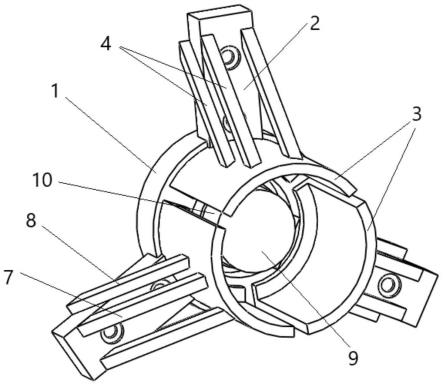
11.附图1为精密车螺纹夹具的结构图;
12.附图2为精密车螺纹夹具的侧剖图;
13.附图3为精密车螺纹夹具的正视结构图。
具体实施方式
14.下面结合附图对本实用新型作更进一步的说明。
15.如附图1-3所述的一种用于纺丝组件精密车螺纹夹具,包括三爪卡盘1,所述三爪卡盘1的三个卡爪2上皆固定设置有一个夹持体3,所述夹持体3外侧面与其对应的所述卡爪2端面之间设置若干加强筋4,三个所述夹持体3包裹夹持工件外圆;
16.在原三爪卡盘的卡爪上加装夹持体,通过三个夹持体包裹夹持工件外圆,来扩大夹持面积,将常规的夹持外圆局部三点,改为夹持外圆局部三面,有效避免较长圆柱体非夹持端的较大跳动,通过加强筋对夹持体进行加固,保证夹持稳定牢固。
17.所述夹持体3为1/3圆环状,所述夹持体3以所述卡爪2中轴线两侧对称设置,三个所述夹持体3环绕成圆筒状,三个所述夹持体3构成的圆筒内径与待加工工件外圆配合设置;所述夹持体3的夹持距离大于所述待加工工件的长度;
18.夹持面积达到3/4外圆,且夹持面完全贴合于工件外圆面,使得各点所受的夹持力皆沿工件径向分布,使得工件受力均匀,能够充分保证工件整体的同轴度,且加持距离大于工件长度,能有效避免工件加工端的跳动,同时解决了薄壁零件加工变形问题。
19.作为一种优选实施例,首先在所述三爪卡盘1的三个卡爪上焊接筒管,所述筒管垂直于所述卡爪2端面且相对于所述三爪卡盘1同轴设置,再将所述筒管切割为三等份,最后将所述筒管内孔通过镗孔加工至与所述待加工工件外圆配合;
20.采用精密加工的筒管先焊接再等份切割的方法,解决了分别焊接相对位置难以确定,而无法保证三个夹持体构成的柱形夹持空间与车床主轴的同轴度的问题,以降低工件的形位公差,确保装夹后工件车螺纹端外圆跳动小于0.02。
21.所述夹持体3上还设置有定位销孔5,所述定位销孔5位于任意一个所述夹持体3 上,所述定位销孔5内插装定位销6;用于对螺纹起始位置的定位。
22.所述加强筋4包括两个长加强筋7以及两个短加强筋8,两个所述长加强筋7以及两个所述短加强筋8皆以所述卡爪2中轴线对称设置;所述长加强筋7一端端面支撑固定于所述夹持体3的外圆面上,所述长加强筋7另一端端面支撑固定于所述卡爪2的端面上;所述短加强筋8一端端面支撑固定于所述夹持体3的外圆面上,所述短加强筋8 另一端侧面贴合固定于所述卡爪2的侧面上;
23.通过长加强筋保证夹持体不会发生向外弯折变形,通过端加强筋保证夹持体不会向卡爪两侧偏移或弯折变形。
24.所述三爪卡盘1的中心还同轴设置有定位凸台9,所述定位凸台9的圆柱面10与所述待加工工件非加工端内圆面配合设置,便于工件的安装定位,内部支撑,外部夹持,双重保障,进一步保证了工件的同轴度。
25.具体装夹步骤:将三爪卡盘三个卡爪分开,使得三个夹持体间足够工件伸入,将工件套设于定位凸台,直到端面顶到定位销不能移动,再驱动卡爪聚拢,使得夹持体夹持与工件外圆面,便可进行车螺纹加工,操作简单方便。
26.以上仅为本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰
也应同样视为本实用新型的保护范围。
技术特征:
1.一种用于纺丝组件精密车螺纹夹具,其特征在于:包括三爪卡盘(1),所述三爪卡盘(1)的三个卡爪(2)上皆固定设置有一个夹持体(3),所述夹持体(3)外侧面与其对应的所述卡爪(2)端面之间设置若干加强筋(4),三个所述夹持体(3)包裹夹持工件外圆。2.根据权利要求1所述的一种用于纺丝组件精密车螺纹夹具,其特征在于:所述夹持体(3)为1/3圆环状,所述夹持体(3)以所述卡爪(2)中轴线两侧对称设置,三个所述夹持体(3)环绕成圆筒状,三个所述夹持体(3)构成的圆筒内径与待加工工件外圆配合设置。3.根据权利要求2所述的一种用于纺丝组件精密车螺纹夹具,其特征在于:所述夹持体(3)的夹持距离大于所述待加工工件的长度。4.根据权利要求3所述的一种用于纺丝组件精密车螺纹夹具,其特征在于:所述夹持体(3)上还设置有定位销孔(5),所述定位销孔(5)位于任意一个所述夹持体(3)上,所述定位销孔(5)内插装定位销(6)。5.根据权利要求4所述的一种用于纺丝组件精密车螺纹夹具,其特征在于:所述加强筋(4)包括两个长加强筋(7)以及两个短加强筋(8),两个所述长加强筋(7)以及两个所述短加强筋(8)皆以所述卡爪(2)中轴线对称设置;所述长加强筋(7)一端端面支撑固定于所述夹持体(3)的外圆面上,所述长加强筋(7)另一端端面支撑固定于所述卡爪(2)的端面上;所述短加强筋(8)一端端面支撑固定于所述夹持体(3)的外圆面上,所述短加强筋(8)另一端侧面贴合固定于所述卡爪(2)的侧面上。6.根据权利要求2所述的一种用于纺丝组件精密车螺纹夹具,其特征在于:所述三爪卡盘(1)的中心还同轴设置有定位凸台(9),所述定位凸台(9)的圆柱面(10)与所述待加工工件非加工端内圆面配合设置。
技术总结
本实用新型公开了一种用于纺丝组件精密车螺纹夹具,包括三爪卡盘,所述三爪卡盘的三个卡爪上皆固定设置有一个夹持体,所述夹持体外侧面与其对应的所述卡爪端面之间设置若干加强筋,所述夹持体为1/3圆环状,所述夹持体以所述卡爪中轴线两侧对称设置,三个所述夹持体环绕成圆筒状,三个所述夹持体构成的圆筒内径与待加工工件外圆配合设置。本实用新型通过由筒管三等分后分别焊接于三爪卡盘的三个卡爪上,代替卡爪对工件进行夹持,将常规的夹持外圆局部三点改为夹持3/4圆,夹持工件一端改为夹持整体,能有效避免较长圆柱体非加工端的较大跳动,加工薄壁零件不易变形。加工薄壁零件不易变形。加工薄壁零件不易变形。
技术研发人员:周焕民
受保护的技术使用者:无锡中力科技有限公司
技术研发日:2021.12.31
技术公布日:2022/6/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1