一种方形金具扣压机扣压机构
1.本实用新型属于机械装置技术领域,具体属于一种方形金具扣压机扣压机构。
背景技术:
2.传统扣压机是种用于扣压管件的液压设备,通过扣压模具给金属接头施加收口力,使金属接头牢固的扣压在所配套的工程机械用的高压油管或汽车上的机油管、动力管等上,市场上又称压管机、扣管机等,广泛用于车辆、工程机械、液压机械、焊割设备等行业。
3.现如今,市场上的扣压机大多是扣压圆形模具,对于矩形模具来说,目前主要是焊接技术,多采用直接对焊的方法,连接的可靠性不高。且都是扣压小型制件,对于所需扣压力较大的制件,无论是现在常见的张合多边径向挤压或模具呈圆周均匀分布径向挤压,对于处于上方的模具都会有一定程度的变形,加工成本大且扣压效果不好。
技术实现要素:
4.为了解决现有技术中存在的问题,本实用新型提供一种方形金具扣压机扣压机构,能够提高生产效率及加工稳定性,降低生产成本。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种方形金具扣压机扣压机构,包括端盖;
7.所述端盖呈圆盘形结构,所述端盖上沿周向均匀分布有四个模具挤压块,所述端盖上周向设置有四个凹槽,所述模具挤压块设置在凹槽内部,所述模具挤压块沿凹槽的径向方向进行滑动;所述模具挤压块上设置有扣压模具,所述模具挤压块带动扣压模具径向运动完成制件扣压;所述模具挤压块上设置有弹簧,用于进行复位。
8.优选的,所述模具的顶端呈梯形块结构,所述模具挤压块上竖直设置有燕尾形凹槽,模具的顶端与燕尾形凹槽相配合进行连接。
9.进一步的,还包括安装块,所述安装块呈梯形状结构,所述安装块卡接在燕尾形凹槽中固定模具。
10.优选的,所述模具挤压块的底部设置有梯形导轨,所述端盖的凹槽内部设置有燕尾槽,所述梯形导轨与燕尾槽进行滑动连接。
11.进一步的,所述模具挤压块的底部和梯形导轨的底部均设置有卡槽,卡槽与梯形导轨的滑动方向相垂直,所述卡槽上设置有固定块对模具挤压块和梯形导轨进行固定连接。
12.优选的,所述模具挤压块上设置有弹簧安装孔,弹簧安装孔设置在模具挤压块的两侧,所述弹簧的一端连接弹簧安装孔,弹簧的另一端连接端盖的中部。
13.优选的,所述燕尾槽与端盖之间通过螺栓连接。
14.与现有技术相比,本实用新型具有以下有益的技术效果:
15.本实用新型提供一种方形金具扣压机扣压机构,通过在端盖上周向设置四个模具挤压块,在模具挤压块上设置扣压模具,模具挤压块带动模具可沿径向向内或向外滑动,完
成制件扣压及完成扣压后归位动作。适用于扣压方形制件且需要大扣压力的制件,提高加工效率,提高加工精度,降低加工成本。
附图说明
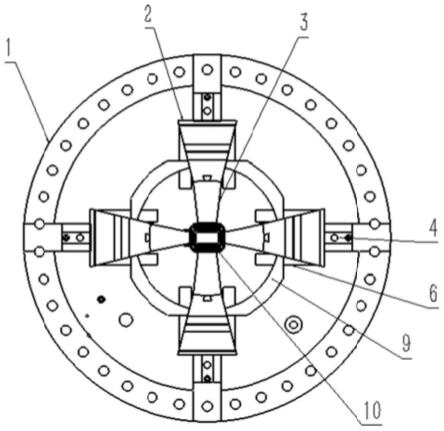
16.图1为本实用新型实施例中一种方形金具扣压机扣压机构的结构示意图;
17.图2为一种方形金具扣压机扣压机构的立体图;
18.图3为模具挤压块与梯形导轨连接的结构示意图;
19.图4为模具的结构示意图;
20.图5为燕尾槽及梯形导轨装配的结构示意图;
21.图6为固定块的结构示意图;
22.图7为模具与模具挤压块安装的结构示意图。
23.附图中:1为端盖;2为模具挤压块;3为模具;4为燕尾槽;5为梯形导轨;6为弹簧;7为固定块;8为弹簧安装孔;9为端盖凸台,10为制件;11为卡槽,12为安装块。
具体实施方式
24.下面结合具体的实施例对本实用新型做进一步的详细说明,所述是对本实用新型的解释而不是限定。
25.实施例
26.如附图1-附图6所示,一种方形金具扣压机扣压模具机构,包括端盖1,端盖1的形状为圆形,具体为圆盘形,端盖1上沿周向均匀设置有四个模具挤压块2,模具挤压座上连接有模具3,模具挤压块2带动模具3可沿径向向内或向外滑动,完成制件扣压及完成扣压后归位动作。
27.模具挤压块2向内收缩移动扣压工件时,与制件形状对应呈方形。
28.相邻的模具挤压块2与端盖凸台之间设置有弹簧6,模具挤压块2径向向内运动时,弹簧6与端盖上的凸台9接触而压缩,扣压完成后弹簧6带动模具挤压块2径向向外归位。
29.模具挤压块2上设置有弹簧安装孔8,弹簧6的端部位于弹簧安装孔8内。
30.每个模具挤压块2上的弹簧安装孔8的数量为两个,两个弹簧安装孔8位于模具挤压块2的两侧。
31.端盖1上设置有四个燕尾槽4,四个燕尾槽4沿周向均布,燕尾槽4沿端盖1周向设置,每个模具挤压块2对应一个燕尾槽4,燕尾槽4与梯形导轨5配合使用。端盖上设计有燕尾槽4,起导向和支撑作用,使模具3无周向移动,保证运动过程定位准确。相对应的,模具挤压块2上连接有梯形导轨5,梯形导轨与燕尾槽4的相对滑动使模具完成径向扣压运动。
32.梯形导轨5和模具3挤压块通过燕尾形凹槽和安装块12连接。模具3的顶端呈梯形块结构,所述模具挤压块2上竖直设置有燕尾形凹槽,模具3的顶端与燕尾形凹槽相配合进行连接。安装块12呈梯形状卡在燕尾形凹槽中,通过螺丝施加力使模具3与模具挤压块2的连接更紧固牢靠。
33.模具挤压块2两端设置有弹簧6。相应的端盖1设置有周向分布的凸台。模具挤压块2径向向内运动时,弹簧6与端盖凸台9接触而压缩。扣压完成后弹簧6带动模具挤压块2径向向外归位。
34.模具挤压块2设置有对应的弹簧安装孔8,弹簧6的端部位于弹簧安装孔8内。每个模具挤压块2上的弹簧安装孔8的数量为两个,两个弹簧安装孔8位于模具挤压块2的两侧,每侧设置有两个弹簧安装孔8。
35.端盖凸台9整体呈方圆形,端盖凸台9内侧为圆形,外侧与弹簧6接触挤压的面呈方形。模具挤压块2设置有快进斜面和工作进给斜面。现有的扣压机机头中的模具挤压块2,只有一个斜面,在其挤压块上也只有一个与模具挤压块的斜面相对应的斜面。扣压时,挤压块在液压油的压力下轴向运动时,通过其斜面与模具挤压块的斜面作用,模具挤压块推动的模具径向运动缓慢,大大影响了工作效率。而模具挤压块2设置有快进斜面和工作进给斜面,避免了上述问题。
36.模具挤压块2从外到内厚度依次增加。模具挤压块的数量为四个。模具3形状为近梯形,数量为四个。端盖的形状为圆形。
37.每个模具挤压块2上连接有一个梯形导轨5,四个模具挤压块2上的四个梯形导轨5分别与四个燕尾槽4配合工作。
38.燕尾槽4和端盖1通过螺栓连接。梯形导轨5与模具挤压块2固定连接。
39.工作时,模具挤压块2通过梯形导轨在燕尾槽中滑动,带动模具挤压块2径向向内移动,使模具接触工件,完成对工件的扣压后,在弹簧6的作用下,模具挤压块2沿径向向外移动复位。
技术特征:
1.一种方形金具扣压机扣压机构,其特征在于,包括端盖(1);所述端盖(1)呈圆盘形结构,所述端盖(1)上沿周向均匀分布有四个模具挤压块(2),所述端盖(1)上周向设置有四个凹槽,所述模具挤压块(2)设置在凹槽内部,所述模具挤压块(2)沿凹槽的径向方向进行滑动;所述模具挤压块(2)上设置有扣压模具(3),所述模具挤压块(2)带动扣压模具(3)径向运动完成制件扣压;所述模具挤压块(2)上设置有弹簧(6),用于进行复位。2.根据权利要求1所述的一种方形金具扣压机扣压机构,其特征在于,所述模具(3)的顶端呈梯形块结构,所述模具挤压块(2)上竖直设置有燕尾形凹槽,模具(3)的顶端与燕尾形凹槽相配合进行连接。3.根据权利要求2所述的一种方形金具扣压机扣压机构,其特征在于,还包括安装块(12),所述安装块(12)呈梯形状结构,所述安装块(12)卡接在燕尾形凹槽中固定模具(3)。4.根据权利要求1所述的一种方形金具扣压机扣压机构,其特征在于,所述模具挤压块(2)的底部设置有梯形导轨(5),所述端盖(1)的凹槽内部设置有燕尾槽(4),所述梯形导轨(5)与燕尾槽(4)进行滑动连接。5.根据权利要求4所述的一种方形金具扣压机扣压机构,其特征在于,所述模具挤压块(2)的底部和梯形导轨(5)的底部均设置有卡槽(11),卡槽(11)与梯形导轨(5)的滑动方向相垂直,所述卡槽(11)上设置有固定块(7)对模具挤压块(2)和梯形导轨(5)进行固定连接。6.根据权利要求1所述的一种方形金具扣压机扣压机构,其特征在于,所述模具挤压块(2)上设置有弹簧安装孔(8),弹簧安装孔(8)设置在模具挤压块(2)的两侧,所述弹簧(6)的一端连接弹簧安装孔(8),弹簧(6)的另一端连接端盖(1)的中部。7.根据权利要求4所述的一种方形金具扣压机扣压机构,其特征在于,所述燕尾槽(4)与端盖(1)之间通过螺栓连接。
技术总结
本实用新型公开了一种方形金具扣压机扣压机构,包括端盖;所述端盖呈圆盘形结构,所述端盖上沿周向均匀分布有四个模具挤压块,所述端盖上周向设置有四个凹槽,所述模具挤压块设置在凹槽内部,所述模具挤压块沿凹槽的径向方向进行滑动;所述模具挤压块上设置有扣压模具,所述模具挤压块带动扣压模具径向运动完成制件扣压;所述模具挤压块上设置有弹簧,用于进行复位。适用于扣压方形制件且需要大扣压力的制件,提高加工效率,提高加工精度,降低加工成本。成本。成本。
技术研发人员:葛正浩 尹欢 闵振龙 张卫敏 李理想 张新安
受保护的技术使用者:陕西科技大学
技术研发日:2021.12.30
技术公布日:2022/7/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1