复合缸套精车外圆用工装的制作方法
1.本实用新型涉及一种复合缸套精车外圆用工装,属于复合缸套外圆加工技术领域。
背景技术:
2.一种小型复合缸套的外套采用42crmo或45#钢,内套采用氧化锆陶瓷,此类小型复合缸套经常用在泥浆泵上,是一种易损件,在探矿、水井、建筑及油田清污等领域应用广泛;由于此类小型复合缸套在使用上要求装配精度较高,对产品的尺寸公差和形位公差要求均比较高,而现有在数控车床上对小型复合缸套的外套进行精车时,利用车床的两个自制顶针(12)分别抵紧待车缸套的内套两端的倒角处以固定陶瓷内套两端(如图4-图5),然后数控车床对金属外套进行精车,但是精车过程中只有陶瓷内套受力,易造成陶瓷内套变形,加工后复合缸套的内套和外套的同心度在0.05-0.10mm,垂直度0.10-0.20mm,无法保证使用要求,且自制顶针(12)需要定做与复合缸套的内套两端的倒角轮廓一致,成本较高,使用不方便。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提出一种复合缸套精车外圆用工装,避免对复合缸套的外套精车过程中,仅有内套受力的现象,防止复合缸套的内套变形,使精车后的复合缸套的外套和内套的同心度和垂直度满足使用要求。
4.本实用新型所述的复合缸套精车外圆用工装,包括同轴依次设置的固定段、配合段和压紧段,配合段外周套接待车复合缸套的内套,复合缸套一端抵紧固定段一端,且复合缸套的长度大于配合段长度,复合缸套另一端抵紧紧固套,紧固套与压紧段螺纹配合,且紧固套与固定段的外径均小于精车后复合缸套的外套的成品尺寸,复合缸套另一端端面和压紧段的外端端面均设有与现有车床的尖头顶针配合的中心孔。
5.本实用新型的待车复合缸套的长度大于配合段长度,使复合缸套一端抵紧固定段端面,复合缸套另一端超出配合段,保证紧固套与压紧段螺纹配合压紧复合缸套端面;本实用新型的紧固套与固定段的外径均小于精车后复合缸套的外套的成品尺寸,使紧固套与固定段可以同时压紧复合缸套的内套和外套,避免加工过程中仅有复合缸套的内套受力,且紧固套和固定段对复合缸套固定的同时不干涉车床的刀具对复合缸套的外套精车加工。本实用新型可以直接使用现有的尖头顶针,不需要定做,降低成本,使用方便。
6.优选的,所述的固定段与复合缸套之间的配合段外周套接橡胶套一,橡胶套一的外径和固定段外径相等,避免橡胶套一干涉车床的刀具对复合缸套外径的精车加工,且橡胶套一对复合缸套端面起到保护作用,避免固定段对复合缸套之间硬性接触,损伤复合缸套端面。
7.优选的,所述的复合缸套与紧固套之间的压紧段的外周套接橡胶套二,橡胶套二的外径和紧固套的外径相等,避免橡胶套二干涉车床的刀具对复合缸套外径的精车加工,
且橡胶套二对复合缸套端面起到保护作用,避免紧固套与复合缸套之间硬性接触,损伤复合缸套端面。
8.优选的,所述的紧固套外周设有上紧孔,当工作人员拧紧紧固套时,可以将现有丁字杆插入上紧孔,工作人员可以握住丁字杆转动紧固套,使紧固套与压紧段螺纹配合抵紧固定复合缸套,上紧孔的设置使工作人员上紧紧固套更加快捷方便。
9.优选的,所述的配合段与复合缸套的内套之间为间隙配合,配合段与复合缸套的内套之间的间隙范围为0.02mm-0.03mm。
10.优选的,所述的固定段、配合段和压紧段的材质均为45#钢。
11.本实用新型与现有技术相比所具有的有益效果是:
12.本实用新型结构设计合理,通过使待车复合缸套的长度大于配合段长度,使复合缸套一端抵紧固定段端面,复合缸套另一端超出配合段,保证紧固套与压紧段螺纹配合压紧复合缸套端面,实现车床刀具对复合缸套的外套进行精车加工;本实用新型的紧固套与固定段的外径均小于精车后复合缸套的外套的成品尺寸,紧固套与固定段可以同时压紧复合缸套的内套和外套的端面,使复合缸套的外套和内套在加工过程中同时受力,避免加工过程中仅有复合缸套的内套受力,防止复合缸套的内套变形,且紧固套和固定段对复合缸套固定的同时不干涉车床的刀具对复合缸套的外套精车加工,使精车后的复合缸套的外套和内套的同心度和垂直度满足使用要求;且本实用新型装卸复合缸套方便快捷,提高加工效率。
附图说明
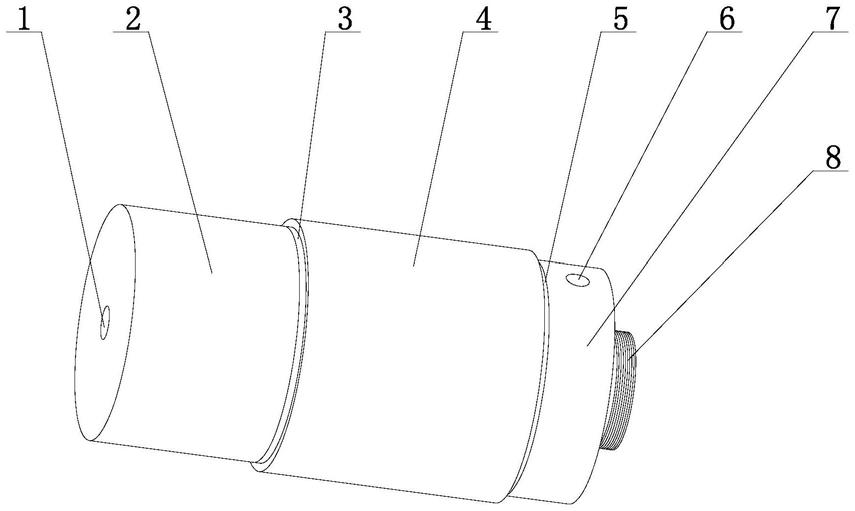
13.图1、复合缸套精车外圆用工装结构示意图;
14.图2、复合缸套精车外圆用工装展开结构示意图;
15.图3、复合缸套精车外圆用工装与现有尖头顶针配合示意图;
16.图4、背景技术示意图;
17.图5、背景技术剖面图。
18.图中:1、中心孔;2、固定段;3、橡胶套一;4、外套;5、橡胶套二;6、上紧孔;7、紧固套;8、压紧段;9、配合段;10、内套;11、尖头顶针;12、自制顶针。
具体实施方式
19.下面结合附图对本实用新型做进一步描述:
20.如图1-图3所示,本实用新型所述的复合缸套精车外圆用工装,包括同轴依次设置的固定段2、配合段9和压紧段8,配合段9外周套接待车复合缸套的内套10,复合缸套一端抵紧固定段2一端,且复合缸套的长度大于配合段9长度,复合缸套另一端抵紧紧固套7,紧固套7与压紧段8螺纹配合,且紧固套7与固定段2的外径均小于精车后复合缸套的外套4的成品尺寸,复合缸套另一端端面和压紧段8的外端端面均设有与现有车床的尖头顶针11配合的中心孔1。
21.本实施例中:
22.固定段2与复合缸套之间的配合段9外周套接橡胶套一3,橡胶套一3的外径和固定段2外径相等,避免橡胶套一3干涉车床的刀具对复合缸套外径的精车加工,且橡胶套一3对
复合缸套端面起到保护作用,避免固定段2对复合缸套之间硬性接触,损伤复合缸套端面。
23.复合缸套与紧固套7之间的压紧段8的外周套接橡胶套二5,橡胶套二5的外径和紧固套7的外径相等,避免橡胶套二5干涉车床的刀具对复合缸套外径的精车加工,且橡胶套二5对复合缸套端面起到保护作用,避免紧固套7与复合缸套之间硬性接触,损伤复合缸套端面。
24.紧固套7外周设有上紧孔6,当工作人员拧紧紧固套7时,可以将现有丁字杆插入上紧孔6,工作人员可以握住丁字杆转动紧固套7,使紧固套7与压紧段8螺纹配合抵紧固定复合缸套,上紧孔6的设置使工作人员上紧紧固套7更加快捷方便。
25.配合段9与复合缸套的内套10之间为间隙配合,配合段9与复合缸套的内套10之间的间隙范围为0.02mm-0.03mm。
26.固定段2、配合段9和压紧段8的材质均为45#钢。
27.具体工作过程,依次将橡胶套一3和复合缸套的内套10套在配合段9的外周,将橡胶套二5贴紧复合缸套套在压紧段8外周,然后将紧固套7拧紧与压紧段8螺纹配合,然后将组装好复合缸套的本实用新型放置在车床上,使车床的两个现有尖头顶针11分别配合顶紧固定段2和压紧段8的中心孔1,然后车床的车刀对复合缸套的外套4进行精车加工。
技术特征:
1.一种复合缸套精车外圆用工装,其特征在于:包括同轴依次设置的固定段(2)、配合段(9)和压紧段(8),配合段(9)外周套接待车复合缸套的内套(10),复合缸套一端抵紧固定段(2)一端,且复合缸套的长度大于配合段(9)长度,复合缸套另一端抵紧紧固套(7),紧固套(7)与压紧段(8)螺纹配合,且紧固套(7)与固定段(2)的外径均小于精车后复合缸套的外套(4)的成品尺寸,复合缸套另一端端面和压紧段(8)的外端端面均设有与现有车床的尖头顶针(11)配合的中心孔(1)。2.根据权利要求1所述的复合缸套精车外圆用工装,其特征在于:固定段(2)与复合缸套之间的配合段(9)外周套接橡胶套一(3),橡胶套一(3)的外径和固定段(2)外径相等。3.根据权利要求1所述的复合缸套精车外圆用工装,其特征在于:复合缸套与紧固套(7)之间的压紧段(8)的外周套接橡胶套二(5),橡胶套二(5)的外径和紧固套(7)的外径相等。4.根据权利要求1所述的复合缸套精车外圆用工装,其特征在于:紧固套(7)外周设有上紧孔(6)。5.根据权利要求1所述的复合缸套精车外圆用工装,其特征在于:配合段(9)与复合缸套的内套(10)之间为间隙配合。6.根据权利要求1-5任一项所述的复合缸套精车外圆用工装,其特征在于:固定段(2)、配合段(9)和压紧段(8)的材质均为45#钢。
技术总结
本实用新型属于复合缸套外圆加工技术领域,涉及一种复合缸套精车外圆用工装,包括同轴依次设置的固定段、配合段和压紧段,配合段外周套接待车复合缸套的内套,复合缸套一端抵紧固定段一端,且复合缸套的长度大于配合段长度,复合缸套另一端抵紧紧固套,紧固套与压紧段螺纹配合,且紧固套与固定段的外径均小于精车后复合缸套的外套的成品尺寸,复合缸套另一端端面和压紧段的外端端面均设有与现有车床的尖头顶针配合的中心孔。本实用新型可以避免对复合缸套的外套精车过程中,仅有内套受力的现象,防止复合缸套的内套变形,使精车后的复合缸套的外套和内套的同心度和垂直度满足使用要求。用要求。用要求。
技术研发人员:罗传志 杨盛男 宋宾 孙家才 张强
受保护的技术使用者:淄博华创精细陶瓷有限公司
技术研发日:2021.12.31
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1