一种电阻焊排列焊枪柔性下降整体定位装置的操作方法与流程
1.本发明涉及焊接设备领域,尤其涉及一种电阻焊排列焊枪柔性下降整体定位装置的操作方法。
背景技术:
2.现有的文件柜门都是由四个边板和门板焊接而成,根据需要有的文件柜门上还焊接有加强筋,采用电阻焊下压焊接,焊接头与工件刚接触时就供电进行焊接,这种焊接方式很容易造成接触不良,焊接时形成火星,对焊接台和工件造成损害,长时间焊接后焊接台上形成坑洼,而且,焊接时工件一端翘起,工件表面留有焊点;在焊接加强筋时靠工人人工定位,加强筋的焊接位置有高有低,定位不准确,而且,在焊接时,需要工人手动固定加强筋,在焊接时会造成边板晃动,焊接质量差,工人的劳动强度大,工作效率低。
3.鉴于上述原因,现研发出一种电阻焊排列焊枪柔性下降整体定位装置的操作方法。
技术实现要素:
4.本发明的目的是为了克服现有技术中的不足,提供一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,定位准确,无需手动固定,焊接时更稳定,提高焊接质量和工作效率,降低工人的劳动强度;本发明结构简单,设计巧妙,操作方便,使用效果好,适合普遍推广应用。
5.本发明为了实现上述目的,采用如下技术方案:一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,所述的一种电阻焊排列焊枪柔性下降整体定位装置,是由:支架、气缸支架、固定螺栓、气缸、焊接头、机架构成;机架内的左右两侧上部之间设置一对相互平行的支架,所述的一对支架由前至后依次设置为前支板、后支板,所述的后支板上均匀分布的气缸支架,所述的前支板上设置至少两个气缸支架,所述的气缸支架与支架之间设置固定螺栓,气缸支架上设置气缸,气缸的活塞杆朝向下方,位于后支板上的气缸的活塞杆末端设置焊接头,所述的一对位于前支板上的气缸的活塞杆末端之间设置定位机构,所述的定位机构的定位杆的圆心与焊接头的圆心位于同一平面。
6.所述的焊接头采用电阻焊。
7.焊接时,根据所需焊接柜门的型号,调整定位机构的定位杆之间的距离,在控制系统上选择对应的控制程序,将文件柜门放置在工作台上,工作台带动文件柜门向后移动,当文件柜门移动至指定位置时,控制系统开启前支板上的气缸,前支板上的气缸带动定位机构向下移动,定位机构的定位杆向下移动至压紧文件柜门的加强筋一侧的焊接边,控制系统开启后支板上的气缸向下移动,气缸带动焊接头向下移动至压实文件柜门的加强筋的焊接边,控制系统开启供电机组逐一向焊接头供电进行焊接,完成焊接后,控制系统关闭气缸,定位机构、焊接头恢复初始位置,文件柜门向后移动至指定位置时,重复上述步骤,完成加强筋的焊接。
8.本发明的有益效果是:本发明定位准确,无需手动固定,焊接时更稳定,工件表面无焊点,提高焊接质量和工作效率,降低工人的劳动强度;本发明结构简单,设计巧妙,操作方便,使用效果好,适合普遍推广应用;本发明未详细说明处为现有常用技术。
附图说明
9.下面结合附图对本发明作进一步说明:
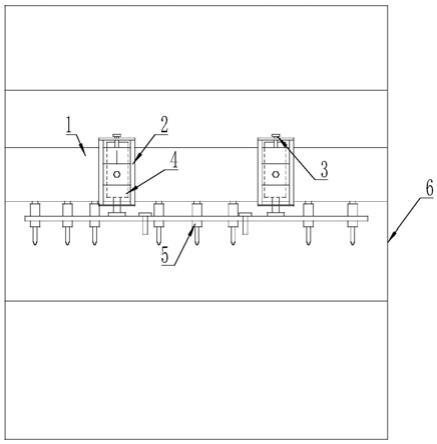
10.图1是总装结构示意图;
11.图2是侧视结构示意图;
12.图中:支架1、气缸支架2、固定螺栓3、气缸4、焊接头5、机架6。
具体实施方式
13.下面结合实施例与具体实施方式对本发明作进一步详细说明:
14.实施例1
15.机架6内的左右两侧上部之间设置一对相互平行的支架1,所述的一对支架1由前至后依次设置为前支板、后支板,所述的后支板上均匀分布的气缸支架2,所述的前支板上设置至少两个气缸支架2,所述的气缸支架2与支架1之间设置固定螺栓3,气缸支架2上设置气缸4,气缸4的活塞杆朝向下方,位于后支板上的气缸4的活塞杆末端设置焊接头5,所述的一对位于前支板上的气缸4的活塞杆末端之间设置定位机构,所述的定位机构的定位杆的圆心与焊接头5的圆心位于同一平面。
16.实施例2
17.所述的焊接头5采用电阻焊。
18.实施例3
19.焊接时,根据所需焊接柜门的型号,调整定位机构的定位杆之间的距离,在控制系统上选择对应的控制程序,将文件柜门放置在工作台上,工作台带动文件柜门向后移动,当文件柜门移动至指定位置时,控制系统开启前支板上的气缸4,前支板上的气缸4带动定位机构向下移动,定位机构的定位杆向下移动至压紧文件柜门的加强筋一侧的焊接边,控制系统开启后支板上的气缸4向下移动,气缸4带动焊接头5向下移动至压实文件柜门的加强筋的焊接边,控制系统开启供电机组逐一向焊接头5供电进行焊接,完成焊接后,控制系统关闭气缸4,定位机构、焊接头5恢复初始位置,文件柜门向后移动至指定位置时,重复上述步骤,完成加强筋的焊接。
技术特征:
1.一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,所述的一种电阻焊排列焊枪柔性下降整体定位装置,是由:支架(1)、气缸支架(2)、固定螺栓(3)、气缸(4)、焊接头(5)、机架(6)构成;其特征在于:机架(6)内的左右两侧上部之间设置一对相互平行的支架(1),所述的一对支架(1)由前至后依次设置为前支板、后支板,所述的后支板上均匀分布的气缸支架(2),所述的前支板上设置至少两个气缸支架(2),所述的气缸支架(2)与支架(1)之间设置固定螺栓(3),气缸支架(2)上设置气缸(4),气缸(4)的活塞杆朝向下方,位于后支板上的气缸(4)的活塞杆末端设置焊接头(5),所述的一对位于前支板上的气缸(4)的活塞杆末端之间设置定位机构,所述的定位机构的定位杆的圆心与焊接头(5)的圆心位于同一平面。2.根据权利要求1所述的一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,其特征在于:所述的焊接头(5)采用电阻焊。3.根据权利要求1所述的一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,其特征在于:焊接时,根据所需焊接柜门的型号,调整定位机构的定位杆之间的距离,在控制系统上选择对应的控制程序,将文件柜门放置在工作台上,工作台带动文件柜门向后移动,当文件柜门移动至指定位置时,控制系统开启前支板上的气缸(4),前支板上的气缸(4)带动定位机构向下移动,定位机构的定位杆向下移动至压紧文件柜门的加强筋一侧的焊接边,控制系统开启后支板上的气缸(4)向下移动,气缸(4)带动焊接头(5)向下移动至压实文件柜门的加强筋的焊接边,控制系统开启供电机组逐一向焊接头(5)供电进行焊接,完成焊接后,控制系统关闭气缸(4),定位机构、焊接头(5)恢复初始位置,文件柜门向后移动至指定位置时,重复上述步骤,完成加强筋的焊接。
技术总结
一种电阻焊排列焊枪柔性下降整体定位装置的操作方法,机架内的左右两侧上部之间设置一对相互平行的支架,所述的一对支架由前至后依次设置为前支板、后支板,所述的后支板上均匀分布的气缸支架,所述的前支板上设置至少两个气缸支架,所述的气缸支架与支架之间设置固定螺栓,气缸支架上设置气缸,位于后支板上的气缸的活塞杆末端设置焊接头,所述的一对位于前支板上的气缸的活塞杆末端之间设置定位机构,所述的定位机构的定位杆的圆心与焊接头的圆心位于同一平面;定位准确,无需手动固定,焊接时更稳定,提高焊接质量和工作效率,降低工人的劳动强度;本发明结构简单,设计巧妙,操作方便,使用效果好,适合普遍推广应用。适合普遍推广应用。适合普遍推广应用。
技术研发人员:任惠生 任程成
受保护的技术使用者:洛阳恩家宜激光科技有限公司
技术研发日:2022.01.19
技术公布日:2022/4/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1