一种高精微锁附设备的制作方法
1.本发明属于产品锁附技术领域,尤其涉及一种高精微锁附设备。
背景技术:
2.随着汽车行业的发展,零部件行业也在迅速发展。各大主机厂对零部件的品质要求越来越高,生产的效率越来越快。其中在全景天窗框架与螺丝锁附时,现有技术所采用的方法通常为人工锁附法,即人工使用扭矩扳手将螺丝锁附在全景天窗框架上,实际生产时,由于长时间工作,人工锁附时经常存在漏装螺丝的不良现象,同时,人工锁附不仅生产效率低,而且无法保证锁附后的螺丝的高度在公差范围内,从而导致不良品的流出。
3.综上,目前业界急需一种同时将螺丝锁附在框架上及检测螺丝的高度是否在公差范围内的设备,以解决实际生产时人工锁附全景天窗框架与螺丝存在的问题。
技术实现要素:
4.本发明克服了现有技术的不足,提供一种高精微锁附设备,以解决现有技术中存在的问题。
5.为达到上述目的,本发明采用的技术方案为:一种高精微锁附设备,进行螺丝锁附,包括:
6.承载装置,其用于承载产品,所述承载装置包括承载架和粗定位件,所述粗定位件设置于所述承载架,所述粗定位件用于将所述产品粗定位于所述承载架;
7.锁附装置,包括锁附支架和锁附组件,所述锁附组件设置于所述锁附支架,所述锁附组件包括控制件和锁附件,所述控制件与所述锁附件连接,所述控制件控制所述锁附件将螺丝锁附于所述产品;
8.移动装置,包括移动件和定位抓取组件,所述移动件与所述定位抓取组件连接,所述定位抓取组件用于定位抓取所述产品,所述移动件通过移动所述定位抓取组件而将所述产品移动至与所述锁附组件对应位置,所述定位抓取组件包括承载板和多个定位抓取件,所述承载板与所述移动件连接,多个所述定位抓取件对称设置于所述承载板,多个所述定位抓取件用于定位抓取所述产品;
9.上料装置,与所述锁附组件连接,所述上料装置用于将所述螺丝上料于所述锁附组件,而所述锁附组件将所述螺丝锁附于所述产品;
10.检测器,设置于所述锁附支架,所述检测器用于检测所述螺丝锁附于所述产品之后的高度是否符合公差范围;
11.报警器,与所述检测器连接,其中所述检测器检测螺丝锁附于所述产品之后的高度不符合公差范围,所述检测器控制所述报警器发出警报。
12.本发明一个较佳实施例中,所述锁附件为电动扭矩枪、电动螺丝刀或气动螺丝刀。
13.本发明一个较佳实施例中,每个所述定位抓取件包括定位板及夹紧气缸,所述定位板设置于所述承载板,所述夹紧气缸设置于所述定位板的外侧端,所述夹紧气缸的夹紧
端朝向所述定位板的内侧端。
14.本发明一个较佳实施例中,所述移动件为机械手。
15.本发明一个较佳实施例中,所述上料装置包括振动盘和送料管路,所述振动盘通过所述送料管路与所述锁附组件连接。
16.本发明一个较佳实施例中,所述检测器为线性可变差动感应器。
17.本发明一个较佳实施例中,所述报警器包括喇叭和信号灯。
18.本发明解决了背景技术中存在的缺陷,本发明具备以下有益效果:
19.本发明的高精微锁附设备,通过移动件将产品移动至与锁附组件对应位置,上料装置将螺丝上料于锁附组件,而锁附组件将螺丝锁附于产品,如此实现自动将螺丝锁附于产品上,从而代替现有人工锁附,这样既可以提高生产效率低,又可以避免出现漏装螺丝的不良现象。本技术同时还设置有检测器,通过检测器检测螺丝锁附于产品之后的高度是否符合公差范围,若螺丝的高度超出公差范围内,检测器则控制报警器发出警报,以使操作者及时发现螺丝的高度超出公差范围,防止不良品流出。
附图说明
20.下面结合附图和实施例对本发明进一步说明;
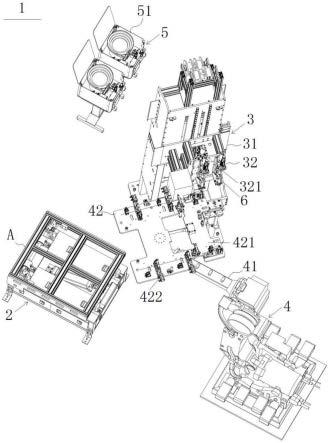
21.图1是本技术一实施例的自动锁附设备的立体示意图;
22.图2是本技术一实施例的承载装置承载产品的立体示意图;
23.图3是本技术一实施例的定位抓取组件的立体示意图。
具体实施方式
24.现在结合附图和实施例对本发明作进一步详细的说明,这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
25.本技术的一实施例中,请参阅图1,其是本技术一实施例的自动锁附设备的立体示意图。自动锁附设备1主要是用于将螺丝自动锁附在产品a上,以代替人工锁附,同时检测锁附后的螺丝高度是否在公差范围内,防止不良品流出。现本实施例以框架结构的产品a为例对自动锁附设备1进行说明,如图1所示,自动锁附设备1包括承载装置2、锁附装置3、移动装置4、上料装置5、检测器6和报警器(图中未示出),承载装置2用于承载产品a,锁附装置3包括锁附支架31和锁附组件32,锁附支架31位于承载装置2的一侧,锁附组件32设置于锁附支架31。移动装置4包括移动件41和定位抓取组件42,移动件41与定位抓取组件42连接,定位抓取组件42用于定位抓取产品a,移动件41通过移动定位抓取组件42而将产品a移动至锁附支架31,使产品a与锁附组件32对应,此处对应是指产品a待锁附螺丝的位置位于锁附组件32的下方,以使锁附组件32可以将螺丝锁附于产品a的对应位置。在本实施例中,移动件41为机械手,但不以此为限。
26.上料装置5与锁附组件32连接,上料装置5用于将螺丝上料于锁附组件32,而锁附组件32将螺丝锁附于产品a,在本实施例中,上料装置5设置在锁附装置3的一侧,如图1所述,上料装置5位于锁附装置3的后侧,但不以此为限。检测器6设置于锁附支架31,检测器6用于检测螺丝锁附于产品a之后的高度是否符合公差范围,在本实施例中,检测器6为线性可变差动感应器,但不以此为限。报警器与检测器6连接,其中检测器6检测螺丝锁附于产品
a之后的高度不符合公差范围,检测器6控制报警器发出警报,在本实施例中,报警器包括喇叭和信号灯,喇叭和信号灯与检测器6电连接,其通过检测器6的控制而发出报警,以使操作者及时发现螺丝的高度超出公差范围,至于喇叭和信号灯与检测器6的连接电路,不是本技术的保护范围,因此在此不进行赘述。
27.复参阅图1所示,本实施例自动锁附设备在对产品a锁附螺丝时,产品a预先放置在承载装置2上,螺丝预先放入上料装置5内,移动装置4的定位抓取组件42定位抓取产品a,移动件41带动定位抓取组件42往锁附装置3移动,将产品a移动至锁附支架31,使产品a与锁附组件32对应,同时上料装置5将螺丝上料于锁附组件32,接着锁附组件32将螺丝锁附于产品a,如此实现自动将螺丝锁附于产品上,从而代替现有人工锁附,这样既可以提高生产效率低,又可以避免出现漏装螺丝的不良现象。在锁附完成之后,检测器6检测螺丝锁附于产品a之后的高度是否符合公差范围,若螺丝的高度超出公差范围内,检测器6则控制报警器发出警报,以使操作者及时发现螺丝的高度超出公差范围,防止不良品流出。
28.下述进一步说明承载装置2、锁附组件32和定位抓取组件42和上料装置5的结构。请参阅图2,其是本技术一实施例的承载装置承载产品的立体示意图;如图所示,承载装置2包括承载架21和粗定位件22,粗定位件22设置于承载架21,粗定位件22位于承载架21的顶部,粗定位件22用于将产品a粗定位于承载架21,在本实施例中,如图2所示,粗定位件22包括四个定位块221,四个定位块221呈两两相对设置于承载架21的一相对两侧,产品a放置在四个定位块221上且抵接于四个定位块221的侧壁,如此将产品a粗定位于承载架21。
29.复参阅图1所示,上料装置5包括振动盘51和送料管路(图中未示出),振动盘51通过送料管路与锁附组件32连接,振动盘51用于放置螺丝并将螺丝依次排序,然后通过气压将振动盘51排序后的螺丝经送料管路依次吹送至锁附组件32。锁附组件32包括控制件(图中未示出)和锁附件321,控制件(图中未示出)设置在锁附支架31上,并且与锁附件321连接,锁附件321呈竖直设置在锁附支架31上,控制件控制锁附件321将螺丝锁附于产品a,在本实施例中,锁附件321为电动扭矩枪、电动螺丝刀或气动螺丝刀,但不以此为限。具体的,锁附件321为电动扭矩枪,控制件则为扭矩枪控制器,振动盘51通过送料管路与电动扭矩枪连接,振动盘51经送料管路直接将螺丝送至电动扭矩枪,扭矩枪控制器控制电动扭矩枪将螺丝锁附于产品a,但不以此为限。
30.请参阅图3且同时参阅图1,图3是本技术一实施例的定位抓取组件的立体示意图;
31.如图所示,定位抓取组件42包括承载板421和多个定位抓取件422,承载板421与移动件41连接,多个定位抓取件422对称设置于承载板421,多个定位抓取件422用于定位抓取产品a。在本实施例中,每个定位抓取件422包括定位板4221及夹紧气缸4222,定位板4221设置于承载板421,夹紧气缸4222设置于定位板4221的外侧端,夹紧气缸4222的夹紧端朝向定位板4221的内侧端。具体的,如图3所示,定位抓取件422的数量为四个,四个定位抓取件422呈两两相对设置于承载板421的一相对两侧,四个定位抓取件422在定位抓取产品a时,产品a抵接在四个定位板4221上,四个夹紧气缸4222的夹紧端朝向定位板4221的内侧端伸出而抵接在产品a上,如此实现定位抓取产品a,但不以此为限。
32.综上所述,本技术提供了一种自动锁附设备,通过移动件将产品移动至与锁附组件对应位置,上料装置将螺丝上料于锁附组件,而锁附组件将螺丝锁附于产品,如此实现自动将螺丝锁附于产品上,从而代替现有人工锁附,这样既可以提高生产效率低,又可以避免
出现漏装螺丝的不良现象。本技术同时还设置有检测器,通过检测器检测螺丝锁附于产品之后的高度是否符合公差范围,若螺丝的高度超出公差范围内,检测器则控制报警器发出警报,以使操作者及时发现螺丝的高度超出公差范围,防止不良品流出。
33.以上依据本发明的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1