一种关节轴承滚压工装的制作方法
1.本发明属于伺服机构装配领域,具体涉及一种关节轴承滚压工装。
背景技术:
2.基于自动压装滚压关节轴承收口技术已具备自动滚压条件,现有的关节轴承种类较多,规格不统一。
3.目前关节轴承滚压技术主要是依靠人工搬动手摇压力机,压紧关节轴承固定边,然后使用钢珠滚压v型槽周边,使得槽边收紧,包住关节轴承,实现关节轴承的固定。如图1所示,现有的工艺方法首先将滚压工件放入专用滚压工装内,并放置钢珠涂抹凡士林以便润滑,然后通过旋转手摇压力机8,使压力机压住被压工件9并受力,旋转三周被滚压件,随着被滚压件受力变形,继续旋转手摇压力机,使工件继续受力,然后旋转被滚压件,结束后,松开手摇压力机,取出工件,清洗,检查滚压情况。此类工艺方法操作耗时较长,工艺一致性较差。
技术实现要素:
4.本发明的目的在于提供一种关节轴承滚压工装,提高关节轴承滚压效率,适应多品种关节轴承的滚压效果。
5.实现本发明目的的技术解决方案为:一种关节轴承滚压工装,包括压力连接工装、滚压头、滚压垫块和垫块;所述垫块为滚压工装承重体,放置于压力机台面;所述滚压垫块与垫块之间通过销钉连接,滚压头有不同规格滚压槽,与滚压垫块成组使用,被压螺栓件放置于滚压头与滚压垫块间,通过滚压头的旋转、压力,完成滚压作业,压力连接工装与压力机压头连接,使得压力通过工装传递至滚压头,完成压力作业,压力连接工装内部设有一推力轴承,用于完成压力过程中滚压头旋转。
6.进一步的,所述压力连接工装主要包括压力机连接头、推力轴承和旋转压头,其中压力机连接头与压力机相连接,压力机所产生的压力通过推力轴承传递至旋转压头,然后传递至压装工装上。
7.进一步的,所述滚压头与被压螺栓件的v型槽连接。
8.进一步的,所述被压螺栓件放置于滚压垫块上,滚压头伸出的固定轴外径尺寸与关节轴承内孔相同,保证被压螺栓件中心与滚压头中心重合。
9.进一步的,所述垫块放置于压力机台面中心位置。
10.进一步的,所述垫块顶部设置有安装孔,用于固定滚压垫块。
11.进一步的,所述垫块侧面设有销钉孔,插入销钉,防止螺栓件在滚压时,带动滚压垫块旋转。
12.进一步的,根据不同螺栓件关节轴承尺寸,设计不同的滚压垫块、滚压头,所述滚压垫块可拆、更换。
13.本发明与现有技术相比,其显著优点在于:本发明的滚压工装设计采用通用化设
计理念,兼顾现有关节轴承型号,满足螺栓件关节轴承滚压需要实现多品种关节轴承滚压工装的通用化,大大提高了滚压的效率,同时减少了工装的设计难度,方便操作人员更换对应型号的工装。
附图说明
14.图1为传统的关节轴承滚压工装示意图。
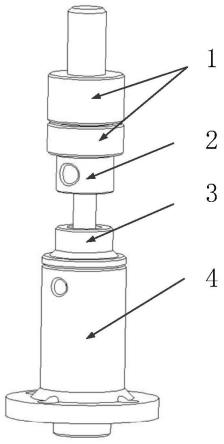
15.图2为滚压工装结构图。
16.图3为压力连接工装结构图。
17.图4为滚压工装结构图。
18.图5为滚压头结构图。
19.图6为垫块工装结构图。
20.附图标记说明:1-压力机连接工装2-滚压头3-滚压垫块4-垫块5-压力机连接头6-推力轴承7-旋转压头8-手摇压力机9-被压工件13-液压垫块安装孔14-销钉孔15-垫块固定部分
具体实施方式
21.如图2~图6所示,本发明提供一种关节轴承滚压工装,主要包括压力连接工装1、滚压头2、滚压垫块3、垫块4;垫块4为滚压工装承重体,放置于压力机台面中心位置,根据不同螺栓件关节轴承尺寸,设计不同的滚压垫块3、滚压头2,滚压垫块可以拆、更换,为防止垫块旋转,滚压垫块3与垫块4之间通过销钉连接,滚压头2工装有不同规格滚压槽,滚压槽位于滚压头底部,与滚压垫块3成组使用,被压螺栓件放置于滚压头2与滚压垫块3间,通过滚压头2的旋转、压力,完成滚压作业,压力连接工装1与压力机压头连接,使得压力通过工装传递至滚压头2,完成压力作业,压力连接工装内部有一推力轴承,可以完成压力过程中滚压头2旋转作用。
22.压力连接工装主要是连接压力机,同时传递压力作用,主要包括压力机连接头5、推力轴承6、旋转压头7、螺纹连接,其中压力机连接头5与压力机相连接,压力机所产生的压力通过推力轴承6传递至旋转压头7,然后传递至压装工装上,因压力机接头5不能旋转,所以中间增加推力轴承6防止损坏压力机压头。
23.滚压工装主要包括滚压头2、滚压垫块3两部分,滚压头2主要作用是与螺栓件的v型槽连接,压力施加至滚压头2,同时旋转滚压头2,达到螺栓件v型槽收口目的,同时螺栓件放置于滚压垫块3上,滚压头2伸出的固定轴外径尺寸与关节轴承内孔相同,保证螺栓件中心与滚压头2中心重合,防止压偏,滚压垫块3与垫块4相配合,为适应不同型号螺栓件滚压,只需更换不同型号的滚压头2与滚压垫块3即可,提高了工装的通用性,操作的便捷性。其中,关节轴承滚压至螺栓件内部。
24.垫块部分主要是连接压力机受力面,通过垫块固定部分15保证垫块相对压力机受力面处于中心位置,同时可以保证垫块4相对水平,液压垫块安装孔13主要负责固定滚压垫块3工装,此孔的尺寸固定,更换不同型号螺栓件滚压时,操作人员只需更换滚压垫块3即可,方便操作,同时在销钉孔14插入销钉,防止螺栓件在滚压时,带动滚压垫块3旋转。
25.经验证,工艺优化后生产效率提高了8倍,有效地解决了关节轴承滚压工装不通
用、效率低下等问题。
26.本发明提出的关节轴承滚压工装,适应不同型号关节轴承自动滚压,实现多品种关节轴承滚压工装的通用化,大大提高了滚压的效率,同时减少了工装的设计难度,方便操作人员更换对应型号的工装。
27.以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
技术特征:
1.一种关节轴承滚压工装,其特征在于,包括压力连接工装(1)、滚压头(2)、滚压垫块(3)和垫块(4);所述垫块(4)为滚压工装承重体,放置于压力机台面;所述滚压垫块(3)与垫块(4)之间通过销钉连接,滚压头(2)有不同规格滚压槽,与滚压垫块(3)成组使用,被压螺栓件放置于滚压头(2)与滚压垫块(3)间,通过滚压头(2)的旋转、压力,完成滚压作业,压力连接工装(1)与压力机压头连接,使得压力通过工装传递至滚压头(2),完成压力作业,压力连接工装(1)内部设有一推力轴承(6),用于完成压力过程中滚压头(2)旋转。2.根据权利要求1所述的关节轴承滚压工装,其特征在于,所述压力连接工装(1)主要包括压力机连接头(5)、推力轴承(6)和旋转压头(7),其中压力机连接头(5)与压力机相连接,压力机所产生的压力通过推力轴承(6)传递至旋转压头(7),然后传递至压装工装上。3.根据权利要求1或2所述的关节轴承滚压工装,其特征在于,所述滚压头(2)与被压螺栓件的v型槽连接。4.根据权利要求3所述的关节轴承滚压工装,其特征在于,所述被压螺栓件放置于滚压垫块(3)上,滚压头(2)伸出的固定轴外径尺寸与关节轴承内孔相同,保证被压螺栓件中心与滚压头(2)中心重合。5.根据权利要求1所述的关节轴承滚压工装,其特征在于,所述垫块(4)放置于压力机台面中心位置。6.根据权利要求5所述的关节轴承滚压工装,其特征在于,所述垫块(4)顶部设置有安装孔,用于固定滚压垫块(3)。7.根据权利要求6所述的关节轴承滚压工装,其特征在于,所述垫块(4)侧面设有销钉孔,插入销钉,防止螺栓件在滚压时,带动滚压垫块(3)旋转。8.根据权利要求1或2所述的关节轴承滚压工装,其特征在于,根据不同螺栓件关节轴承尺寸,设计不同的滚压垫块(3)、滚压头(2),所述滚压垫块(3)可拆、更换。
技术总结
本发明公开了一种关节轴承滚压工装,包括压力连接工装、滚压头、滚压垫块和垫块,根据不同螺栓件关节轴承尺寸,设计不同的滚压垫块、滚压头,滚压垫块可拆、更换,滚压头有不同规格滚压槽,与滚压垫块成组使用,被压螺栓件放置于滚压头与滚压垫块间,通过滚压头的旋转、压力,完成滚压作业,压力连接工装与压力机压头连接,使得压力通过工装传递至滚压头,完成压力作业。本发明主要用于螺栓件自动滚压作业,滚压工装设计采用通用化设计理念,兼顾现有关节轴承型号,满足螺栓件关节轴承滚压需要实现多品种关节轴承滚压工装的通用化,大大提高了滚压的效率,同时减少了工装的设计难度,方便操作人员更换对应型号的工装。操作人员更换对应型号的工装。操作人员更换对应型号的工装。
技术研发人员:马西镇 李天助 沈慧兴 陈光新 张俊 陈成 杨骏
受保护的技术使用者:南京晨光集团有限责任公司
技术研发日:2022.05.06
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1