大型卧车中心架的找正方法与流程
:
1.本发明涉及机械加工领域,尤其是一种大型卧式车床中心架的找正方法。
背景技术:
2.在大型卧车加工轴类零件的端面或者中心孔时,通常要使用一夹一架的装夹方式,即一端使用机床的四爪卡盘夹住,一端使用中心架支撑。中心架找正的精度和速度直接影响到加工零件的质量和加工效率,严重时还会使零件在旋转时产生频繁扭动,导致零件脱出卡盘爪而发生安全事故。一般情况下,中心架找正时都是使用带磁力表座的百分表表针接触到零件外圆上,低速转动机床主轴,先找正靠近中心架一侧的轴心,再将百分表移到多处位置检测轴心。这种中心架的找正方式不够精确,尤其是零件与卡盘旋转中心的垂直度不够准确,而且卡盘爪位置容易出现过定位,存在装夹外力,对于加工精度要求很高的轴类零件,这种常规的找正方式会影响到零件的精度,并且由于步骤繁琐,找正效率也比较低。
技术实现要素:
3.本发明提供了一种新式的大型卧车的中心架找正方法,该方法可以提高中心架的找正精度和找正效率。
4.本发明的技术解决方案是:
5.轴类的零件在车床上装夹时,一端用四爪卡盘稍微夹紧,另一端用中心架支撑,百分表的安装方式为:百分表的磁力表座吸附在靠近四爪卡盘的轴类零件外圆表面,百分表的测量头指向并压在卡盘的前端表面。
6.当中心架未找正,即中心架的中心与零件旋转中心不一致时,机床主轴低速旋转后,零件装夹在四爪卡盘的一端会有位移,读取百分表转到四爪卡盘中心的上、下、左、右四个位置的数值,也就是在90
°
、270
°
、180
°
、0
°
四个位置的数值,百分表在0
°
和180
°
两个位置相对变化的数值可显示出零件水平方向的位移量ax,百分表在90
°
和270
°
两个位置相对变化的数值可显示出零件垂直方向的位移量ay,百分表指针的顺时针“+”、逆时针
“‑”
摆动方向可显示出零件在0
°
、90
°
、180
°
、270
°
的位移方向。
7.根据百分表“+
”“‑”
的摆动方向,可以相应的得出中心架下一步在水平和垂直方向的调整方向。
8.根据夹角为120
°
的三点支撑中心架的位置关系和已知的垂直方向位移量ay,可以计算出中心架下方两处顶销支点单点的调整量ly,计算公式为:ly=ay/2*sin30
°
,可进一步将调整量转化为旋转圈数ny,ny=ly/p=ay/p,若两支点同时向同一方向调整,调整量ly及旋转圈数ny减半。公式中的p为下方两处顶销内丝杠螺纹的螺距。
9.根据夹角为120
°
的三点支撑中心架的位置关系和已知的水平方向位移量ax,可以计算出中心架下方两处顶销支点单点的调整量lx,计算公式为:lx=ax/2*cos30
°
,可进一步将调整量转化为旋转圈数nx,nx=lx/p=ax/1.73p,一处支点调整同时,另一支点向相反
方向调整,调整量和旋转圈数同为lx和nx。公式中的p为下方两处顶销内丝杠螺纹的螺距。
10.本发明取得的技术进步及优点是:
11.在中心架找正时采用了新的安装百分表的方式,将百分表吸附在零件外圆表面,表针指向机床卡盘并压表,通过表针的变化方向和数值就可以直接计算出中心架两处顶销的调整量和调整圈数。
12.百分表不需要再次移动位置,一次安装就能完成整个的中心架找正过程,提高了找正效率。
13.本发明方法可以将零件和机床旋转中心的同轴度和垂直度调整至最高0.01mm的精度,比传统方法找正精度高。可以有效保证加工零件的形位精度和加工过程中的安全性。
附图说明:
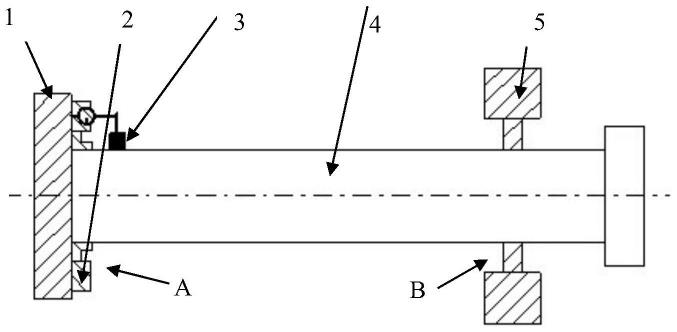
14.图1为本发明大型卧车中心架的找正方法在大型卧车中心架找正示意图。
15.图中:1.机床卡盘 2.卡盘爪 3.磁力座百分表 4.轴类零件 5.中心架
16.图2为图1的卧车卡盘前端a位置横剖视放大示意图。
17.图3为图1中心架支撑b位置横剖视放大示意图。
具体实施方式:
18.下面结合附图进一步说明本发明的实施:
19.1、在吊装轴类的零件(4)之前先将中心架(5)位置粗调,使其长度方向和高度方向基本满足零件支撑要求。对一根轴类的零件装夹时,将朝机床床头一端用卡盘爪(2)稍微夹紧,力度不要过大,避免过定位,尾端主要使用中心架下面两个顶销支撑,中心架的顶销上垫平皮带。
20.2、将带有磁力表座的百分表(3),通过磁力表座吸附在轴类的零件靠近四爪卡盘的外圆表面上,百分表的测量杆垂直于四爪卡盘的前端表面,测量杆前端的测量头指向并压在卡盘的前端表面。
21.3、机床低速旋转,观察百分表指针转动方向和数值,表针顺时针为“+”表,逆时针为
“‑”
表,由此可知道零件的偏移方向,也就明确了中心架下方的顶销应该伸出还是缩进。同时记录下百分表转到四爪卡盘转轴中心线的上、下、左、右(90
°
、270
°
、180
°
、0
°
)四个位置的数值,左右相差数值用ax表示,上下相差数值用ay表示。
22.4、根据公式lx=ax/2*cos30
°
可计算出中心架下方顶销的调整量lx,根据公式nx=lx/p=ax/1.73p(p为中心架顶销内部丝杆的螺距),可进一步将调整量转化为旋转圈数nx,这样就能计算出中心架下方的顶销应该调整几圈。
23.5、根据公式ly=ay/2*sin30
°
可计算出中心架下方顶销的调整量ly,根据公式ny=ly/p=ay/p(p为中心架顶销内部丝杆的螺距),可进一步将调整量转化为旋转圈数ny,同样可以计算出中心架下方的顶销应该调整几圈。
24.6、不断地看表、读数、计算和调整,直到看表的指针不再摆动变化,则中心架找正结束,零件满足加工工艺要求为止,锁紧卡盘爪,拧紧中心架上方的顶销并关闭中心架,注意力度适中。
技术特征:
1.一种大型卧车中心架的找正方法,其特征在于:a、轴类的零件在车床上装夹时,一端用四爪卡盘稍微夹紧,另一端用中心架支撑,百分表的安装方式为:百分表的磁力表座吸附在靠近四爪卡盘的轴类零件外圆表面,百分表的测量头指向并压在卡盘的前端表面;b、当中心架未找正,即中心架的中心与零件旋转中心不一致时,机床主轴低速旋转后,零件装夹在四爪卡盘的一端会有位移,读取百分表转到四爪卡盘中心的上、下、左、右四个位置的数值,也就是在90
°
、270
°
、180
°
、0
°
四个位置的数值,百分表在0
°
和180
°
两个位置相对变化的数值可显示出零件水平方向的位移量ax,百分表在90
°
和270
°
两个位置相对变化的数值可显示出零件垂直方向的位移量ay,百分表指针的顺时针“+”、逆时针
“‑”
摆动方向可显示出零件在0
°
、90
°
、180
°
、270
°
的位移方向;c、根据百分表“+
”“‑”
的摆动方向,可以相应的得出中心架下一步在水平和垂直方向的调整方向;d、根据夹角为120
°
的三点支撑中心架的位置关系和已知的垂直方向位移量ay,计算出中心架下方两处顶销支点单点的调整量ly,计算公式为:ly=ay/2*sin30
°
,进一步将调整量转化为旋转圈数ny,ny=ly/p=ay/p,若两支点同时向同一方向调整,调整量ly及旋转圈数ny减半,公式中的p为下方两处顶销内丝杠螺纹的螺距;e、根据夹角为120
°
的三点支撑中心架的位置关系和已知的水平方向位移量ax,可以计算出中心架下方两处顶销支点单点的调整量lx,计算公式为:lx=ax/2*cos30
°
,可进一步将调整量转化为旋转圈数nx,nx=lx/p=ax/1.73p,一处支点调整同时,另一支点向相反方向调整,调整量和旋转圈数同为lx和nx,公式中的p为下方两处顶销内丝杠螺纹的螺距。
技术总结
大型卧式车床中心架的找正方法,涉及机械加工领域。在中心架找正时采用了新的安装百分表的方式,将百分表吸附在零件外圆表面,测量头指向机床卡盘并压表,根据百分表表针转动的方向和数值,利用专用公式可以计算出中心架两处顶销的调整量和调整圈数,调整方法直观方便。找正过程中百分表不需要多次移动位置,一次安装就能完成整个的中心架找正工作,提高了工作效率。本发明方法可以将零件和机床旋转中心的同轴度和垂直度调整至最高0.01mm的精度,比传统方法找正精度高,可以有效保证加工零件的形位精度和加工过程中的安全性。的形位精度和加工过程中的安全性。
技术研发人员:栾金华 赵金刚 邱国臣 张广瑞 于成海 王培贺
受保护的技术使用者:大连船用柴油机有限公司
技术研发日:2022.05.24
技术公布日:2022/8/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1