一种高速铣削过程刀具状态监测方法与流程
1.本发明涉及刀具切屑监控技术领域,尤其涉及一种高速铣削过程刀具状态监测方法。
背景技术:
2.铣削是指使用旋转的多刃刀具(铣刀)加工物体表面的一种机械加工方法,铣削加工一般在铣床或者镗床上进行,能加工平面、沟槽、轮齿、螺纹和花键轴,还能加工比较复杂的特殊形面,由于铣削加工的生产效率较高,在机械制造行业中被广泛应用。
3.当刀具出现磨损或崩角时,需要及时更换刀片,现有技术通过机加工人员听取切屑过程中异响,来判断加工情况,需要工人具有较高的技能水平和经验,还容易产生误差,不便于及时检测出异常。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高速铣削过程刀具状态监测方法,从而解决现有技术中存在的问题。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种高速铣削过程刀具状态监测方法,包括环境音监听装置,
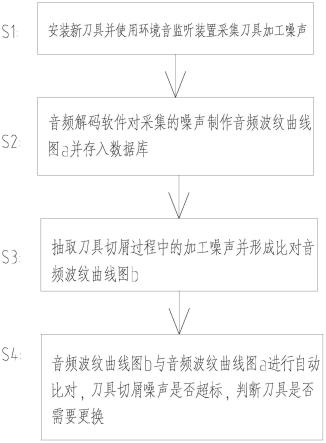
7.s1:安装新刀具并使用环境音监听装置采集刀具加工噪声;
8.s2:音频解码软件对采集的噪声制作音频波纹曲线图a并存入数据库;
9.s3:抽取刀具切屑过程中的加工噪声并形成比对音频波纹曲线图b;
10.s4:音频波纹曲线图b与音频波纹曲线图a进行自动比对,刀具切屑噪声是否超标,判断刀具是否需要更换。
11.优选地,所述环境音监听装置包括控制箱,所述控制箱一侧固定连接柔性导管,所述柔性导管另一端固定连接支撑管,所述支撑管下端固定连接集音罩。
12.优选地,所述支撑管外侧设置安装架。
13.优选地,所述安装架包括横板,所述横板设置通槽,所述通槽内滑动连接滑块,所述横板转动连接螺杆,所述螺杆与滑块螺纹连接,所述支撑管与滑块固定连接。
14.优选地,所述横板一端固定连接竖板,所述竖板一侧固定连接磁吸块。
15.优选地,所述控制箱呈封闭结构,所述控制箱内部固定连接隔音海绵。
16.优选地,所述集音罩内部上端固定连接接收器,所述柔性导管上端伸入控制箱内的一端固定连接播放器。
17.本发明的优点在于:本发明所提供的一种高速铣削过程刀具状态监测方法通过监听刀具在切屑工件的噪声,如果刀具良好时,切屑噪声恒定并稳定,当刀具出现磨损时,对应的产生的噪声音粗,现有技术需要通过加工人员通过经验听声判断,存在一定误差,不便于技术对磨损的刀具进行更换,从而造成加工产品出现误差。
附图说明
18.图1是本发明的工作流程图;
19.图2是本发明中的环境音监听装置的安装结构示意图;
20.图3是本发明中环境音监听装置的结构示意图。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.如图1-3所示,本发明提供的一种高速铣削过程刀具状态监测方法,包括环境音监听装置,
23.s1:安装新刀具并使用环境音监听装置采集刀具加工噪声;
24.s2:音频解码软件对采集的噪声制作音频波纹曲线图a并存入数据库,通过音频波纹曲线图a可由音频处理软件获得,音频处理软件为现有技术,可以采用已经开源的软件进行运用;
25.s3:抽取刀具切屑过程中的加工噪声并形成比对音频波纹曲线图b;
26.s4:音频波纹曲线图b与音频波纹曲线图a进行自动比对,刀具切屑噪声是否超标,判断刀具是否需要更换,即使用新刀具的建立标准噪声模型,通过抽取加工过程噪声并形成比对,以判断刀具状态;刀具在切屑工件时,如果刀具良好时,切屑噪声恒定并稳定,当刀具出现磨损时,对应的产生的噪声音粗,现有技术需要通过加工人员通过经验听声判断,存在一定误差,不便于技术对磨损的刀具进行更换,从而造成加工产品出现误差。
27.环境音监听装置包括控制箱1,控制箱1一侧固定连接柔性导管2,柔性导管2另一端固定连接支撑管3,支撑管3下端固定连接集音罩4。
28.支撑管3外侧设置安装架5,安装架5包括横板51,横板51设置通槽52,通槽52内滑动连接滑块53,横板51转动连接螺杆54,螺杆54与滑块53螺纹连接,支撑管3与滑块53固定连接,横板51一端固定连接竖板55,竖板 55一侧固定连接磁吸块;方便吸附在机床上便于调整位置,在遇到调整集音罩4的位置时,通过转动螺杆54,使得滑块53在通槽52内滑动,从而针对不同工件加工长度来调整接收噪声的位置,方便操作。
29.控制箱1呈封闭结构,控制箱1内部固定连接隔音海绵11,集音罩4内部上端固定连接接收器41,柔性导管2上端伸入控制箱1内的一端固定连接播放器42;接收器41通过电子放大信号后传输到播放器42,具体使用的原理参见专利号cn202020152497.x公开的听音原理,具体结构在此不做赘述,控制箱1形成隔绝环境,从而便于排出干扰,使得监控更加准确
30.工作原理,通过监听刀具在切屑工件的噪声,如果刀具良好时,切屑噪声恒定并稳定,当刀具出现磨损时,对应的产生的噪声音粗,现有技术需要通过加工人员通过经验听声判断,存在一定误差,不便于技术对磨损的刀具进行更换,从而造成加工产品出现误差。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种高速铣削过程刀具状态监测方法,包括环境音监听装置,其特征在于:s1:安装新刀具并使用环境音监听装置采集刀具加工噪声;s2:音频解码软件对采集的噪声制作音频波纹曲线图a并存入数据库;s3:抽取刀具切屑过程中的加工噪声并形成比对音频波纹曲线图b;s4:音频波纹曲线图b与音频波纹曲线图a进行自动比对,刀具切屑噪声是否超标,判断刀具是否需要更换。2.根据权利要求1所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述环境音监听装置包括控制箱(1),所述控制箱(1)一侧固定连接柔性导管(2),所述柔性导管(2)另一端固定连接支撑管(3),所述支撑管(3)下端固定连接集音罩(4)。3.根据权利要求2所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述支撑管(3)外侧设置安装架(5)。4.根据权利要求3所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述安装架(5)包括横板(51),所述横板(51)设置通槽(52),所述通槽(52)内滑动连接滑块(53),所述横板(51)转动连接螺杆(54),所述螺杆(54)与滑块(53)螺纹连接,所述支撑管(3)与滑块(53)固定连接。5.根据权利要求4所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述横板(51)一端固定连接竖板(55),所述竖板(55)一侧固定连接磁吸块。6.根据权利要求2所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述控制箱(1)呈封闭结构,所述控制箱(1)内部固定连接隔音海绵(11)。7.根据权利要求6所述的一种高速铣削过程刀具状态监测方法,其特征在于:所述集音罩(4)内部上端固定连接接收器(41),所述柔性导管(2)上端伸入控制箱(1)内的一端固定连接播放器(42)。
技术总结
本发明公开了一种高速铣削过程刀具状态监测方法,使用新刀具的建立标准噪声模型,通过抽取加工过程噪声并形成比对,以判断刀具状态。本发明通过监听刀具在切屑工件的噪声,如果刀具良好时,切屑噪声恒定并稳定,当刀具出现磨损时,对应的产生的噪声音粗,现有技术需要通过加工人员通过经验听声判断,存在一定误差,不便于技术对磨损的刀具进行更换,从而造成加工产品出现误差。成加工产品出现误差。成加工产品出现误差。
技术研发人员:王忠平 王恺 蔡家礼 张铮
受保护的技术使用者:河源富马硬质合金股份有限公司
技术研发日:2022.05.30
技术公布日:2022/9/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1