一种锷铁一体结构冲压生产工艺的制作方法
1.本发明属于动铁单元生产技术领域,尤其是锷铁的生产和成型,具体涉及一种锷铁一体结构冲压生产工艺。
背景技术:
2.在动铁单元中,锷铁是一个非常重要的部件,它与磁铁和振动片等相关磁性材质,提供动铁单元发声所需要的磁回路。
3.目前锷铁的成型方法,主要有两种,一种是加工成小的薄片再用电阻焊的工艺组装起来,保证其相应的尺寸要求;第二种是用浇注,压铸的方法成型,这两种工艺对加工工艺,模具的精度以及加工设备的要求都非常的高,而且效率非常的低,导致其成本价格较高,同时随着动铁单元越来越小型化,作为其部件的锷铁也越来越小,其结构为了满足特定安装和使用,结构也越来越复杂化,在现有加工技术的前提下,这种结构复杂的锷铁加工难度越来越大,精度要求相对也越来越难以满足,生产效率低,无法实现批量化生产,这使后续的大批量生产难以保证,导致动铁单元中锷铁成品的价格高,难以实现普遍化使用。
技术实现要素:
4.针对上述背景技术提出的技术问题,本发明采用的技术方案如下:
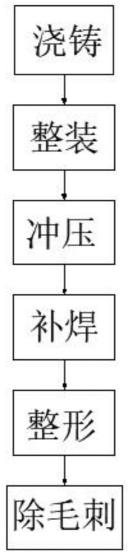
5.一种锷铁一体结构冲压生产工艺,所述生产工艺包括以下步骤:
6.浇铸:将锷铁一体结构的零件根据设计需求拆分成多个部件,熔融原材料后,分别将各个部件浇铸成型,获得零部件锷铁铸件;
7.整装:通过焊接的方式将每个零部件锷铁铸件按照设计需要进行拼接,获得锷铁一体结构拼接件;
8.冲压:将锷铁一体结构拼接件通过设计的专用模具进行冲压成型,获得锷铁一体结构半成品;
9.补焊:对成型的锷铁一体结构半成品进行人工挑选处焊接不完全的半成品,并再次经过焊接填补未拼接好的缝隙,获得拼接完整的锷铁一体结构零件;
10.整形:通过专用整形工装对锷铁一体结构零件上过渡冲压变形的焊接拼接部件进行整形矫正,获得标准弯曲尺寸的锷铁一体结构零件;
11.除毛刺:对尺寸合格的锷铁一体结构零件的边角进行打磨,去除浇铸产生的毛刺和毛边,包装入库即可获得锷铁一体结构冲压零件。
12.较佳的,所述锷铁一体结构冲压零件的厚度整体要求至少为8mm。
13.较佳的,锷铁浇铸熔融的原材料为fe、al、ni和其他微量元素的合金材料,其中fe占40%-45%,al占10%-13%,ni占40%-48%,其余为其他微量元素。
14.较佳的,整装中的焊接采用自动电弧焊焊接。
15.较佳的,冲压成型时要求温度为280℃-350℃,专用模具合模至少停留8s每次后,取出锷铁一体结构半成品自然冷却至室温。
16.较佳的,冲压时要求专用模具内部对锷铁一体结构弯曲处预留有内导圆角或外倒圆角。
17.较佳的,补焊的焊接采用手动电弧焊焊接。
18.较佳的,除毛刺采用打磨机人工打磨。
19.采用本发明技术方案,获得以下有益效果:本发明采用将锷铁一体结构拆分成部件进行浇铸生产,在通过焊接整装后进行冲压成型,且在成型后对存在的焊缝进行二次焊接连接成完整的锷铁一体结构冲压件,已达到对结构较为复杂、成型度要求高的精密锷铁一体结构零件进行生产成型,解决结构复杂的锷铁一体结构冲压零件难以加工和成型的技术难题,实现精度高、批量化的生产。
附图说明
20.图1为本发明实施的工艺流程图。
具体实施方式
21.为了使本领域的技术人员可以更好地理解本发明,下面结合实施例和附图对本发明技术方案进一步说明。
22.实施例1
23.如图1所示,一种锷铁一体结构冲压生产工艺,所述生产工艺包括以下步骤:
24.浇铸:将锷铁一体结构的零件根据设计需求拆分成多个部件,熔融原材料后,分别将各个部件浇铸成型,获得零部件锷铁铸件;
25.整装:通过焊接的方式将每个零部件锷铁铸件按照设计需要进行拼接,获得锷铁一体结构拼接件;
26.冲压:将锷铁一体结构拼接件通过设计的专用模具进行冲压成型,获得锷铁一体结构半成品;
27.补焊:对成型的锷铁一体结构半成品进行人工挑选处焊接不完全的半成品,并再次经过焊接填补未拼接好的缝隙,获得拼接完整的锷铁一体结构零件;
28.整形:通过专用整形工装对锷铁一体结构零件上过渡冲压变形的焊接拼接部件进行整形矫正,获得标准弯曲尺寸的锷铁一体结构零件;
29.除毛刺:对尺寸合格的锷铁一体结构零件的边角进行打磨,去除浇铸产生的毛刺和毛边,包装入库即可获得锷铁一体结构冲压零件。
30.本发明采用将锷铁一体结构拆分成部件进行浇铸生产,在通过焊接整装后进行冲压成型,且在成型后对存在的焊缝进行二次焊接连接成完整的锷铁一体结构冲压件,已达到对结构较为复杂、成型度要求高的精密锷铁一体结构零件进行生产成型,解决结构复杂的锷铁一体结构冲压零件难以加工和成型的技术难题,实现精度高、批量化的生产。
31.所述锷铁一体结构冲压零件的厚度整体要求至少为8mm。
32.锷铁浇铸熔融的原材料为fe、al、ni和其他微量元素的合金材料,其中fe占40%-45%,al占10%-13%,ni占40%-48%,其余为其他微量元素。
33.整装中的焊接采用自动电弧焊焊接。
34.冲压成型时要求温度为280℃-350℃,专用模具合模至少停留8s每次后,取出锷铁
一体结构半成品自然冷却至室温。
35.冲压时要求专用模具内部对锷铁一体结构弯曲处预留有内导圆角或外倒圆角,预留内倒圆角或外倒圆角保证冲压成型时,焊接位置结构弯曲不会受冲压力产生开裂或断开。
36.补焊的焊接采用手动电弧焊焊接,在整装的基础上对焊接存在缝隙的瑕疵位置进行二次手动焊接,保证拼装的锷铁一体结构冲压零件结构上的完整性和稳定性。
37.除毛刺采用打磨机人工打磨。人工打磨可以更好的适应结构复杂的锷铁一体结构冲压零件,具有更好的去除毛刺精准性。
38.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
技术特征:
1.一种锷铁一体结构冲压生产工艺,其特征在于,所述生产工艺包括以下步骤:浇铸:将锷铁一体结构的零件根据设计需求拆分成多个部件,熔融原材料后,分别将各个部件浇铸成型,获得零部件锷铁铸件;整装:通过焊接的方式将每个零部件锷铁铸件按照设计需要进行拼接,获得锷铁一体结构拼接件;冲压:将锷铁一体结构拼接件通过设计的专用模具进行冲压成型,获得锷铁一体结构半成品;补焊:对成型的锷铁一体结构半成品进行人工挑选处焊接不完全的半成品,并再次经过焊接填补未拼接好的缝隙,获得拼接完整的锷铁一体结构零件;整形:通过专用整形工装对锷铁一体结构零件上过渡冲压变形的焊接拼接部件进行整形矫正,获得标准弯曲尺寸的锷铁一体结构零件;除毛刺:对尺寸合格的锷铁一体结构零件的边角进行打磨,去除浇铸产生的毛刺和毛边,包装入库即可获得锷铁一体结构冲压零件。2.根据权利要求1所述的生产工艺,其特征在于:所述锷铁一体结构冲压零件的厚度整体要求至少为8mm。3.根据权利要求1所述的生产工艺,其特征在于:锷铁浇铸熔融的原材料为fe、al、ni和其他微量元素的合金材料,其中fe占40%-45%,al占10%-13%,ni占40%-48%,其余为其他微量元素。4.根据权利要求1所述的生产工艺,其特征在于:整装中的焊接采用自动电弧焊焊接。5.根据权利要求1所述的生产工艺,其特征在于:冲压成型时要求温度为280℃-350℃,专用模具合模至少停留8s每次后,取出锷铁一体结构半成品自然冷却至室温。6.根据权利要求1所述的生产工艺,其特征在于:冲压时要求专用模具内部对锷铁一体结构弯曲处预留有内导圆角或外倒圆角。7.根据权利要求1所述的生产工艺,其特征在于:补焊的焊接采用手动电弧焊焊接。8.根据权利要求1所述的生产工艺,其特征在于:除毛刺采用打磨机人工打磨。
技术总结
本发明公开了一种锷铁一体结构冲压生产工艺,所述生产工艺包括浇铸、整装、冲压、补焊、整形和去毛刺,最终获得锷铁一体结构冲压零件,通过对结构较为复杂、成型度要求高的精密锷铁一体结构零件进行生产成型,以解决结构复杂的锷铁一体结构冲压零件难以加工和成型的技术难题,实现精度高、批量化的生产。批量化的生产。批量化的生产。
技术研发人员:谭晓明
受保护的技术使用者:深圳市裕盛兴五金制品有限公司
技术研发日:2022.07.02
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1