型材外轮廓尖锐R角整形设备的制作方法
型材外轮廓尖锐r角整形设备
技术领域
1.本实用新型涉及辊轧技术领域,尤其涉及一种用于金属型材尖锐r角挤轧成型后的整形技术。
背景技术:
2.在工业设计中,例如建筑工程和设计领域的幕墙、门窗系统的金属构件结构设计中,常常会使用到有通过冷弯辊压成型而成的金属型材。并且,随着现代社会对工业设计美学的要求越来越高,更多的工业产品部件的外形期待带有较为尖锐的外轮廓圆角,下文称为尖锐r角,以呈现具有科技感、现代感的审美特征。
3.例如,在建筑工程和设计领域,出于对幕墙、门窗等结构部件设计的美学追求,越来越越多的金属型材期望具有尖锐r角。再例如,在太阳能光伏领域所使用的金属型材,也越来越多倾向于具有尖锐r角,尖锐r角的尺寸通常为0.1-0.5mm。
4.尖锐r角的成型过程中,常常由于原材料内部结构流动性不好控制,容易造成成型r角结构不均匀,美观度不好。
技术实现要素:
5.(一)要解决的技术问题
6.本实用新型的目的在于提供一种尖锐r角的整形设备,能够在尖锐r角成型后对尖锐r角处进行整形,使型材在尖锐r角区域具有良好的外形。
7.(二)技术方案
8.为了达到上述的目的,本实用新型提供了一种型材外轮廓尖锐r角整形设备,其特征在于,包括至少一台整形装置,所述整形装置包括若干个对应于所述型材外轮廓上的尖锐r角设置的整形辊,所述整形辊的外圆周上包括环形的整形槽,所述整形槽包括与所述型材外轮廓尖锐r角相匹配的内表面。
9.优选地,所述整形槽为v型槽,所述v型槽的两个侧面与所述型材外轮廓尖锐r角的两侧表面匹配,所述v型槽的槽底包括与所述尖锐r角相同的内r角。
10.优选地,所述内r角的半径在0.1-1.2mm之间。
11.优选地,所述整形装置包括2-3台,沿着型材的给料路径依次设置。1-2组。
12.优选地,所述2-3台整形装置的整形槽及其相对位置关系均相同。
13.优选地,所述整形辊至少在所述整形槽内表面上包括弹性材料层。
14.(三)有益效果
15.本实用新型可以实现对型材任意多个区域的r角进行整形,使尖角部位和r角部位的材料分布更加均匀化,从而达到良好的外形。良好的外形包括:消除尖角部位表面的凹凸、毛刺,提升表面质量;使沿着型材的长度方向均有更加均匀的r角,理想情况下每个长度位置的r角均更加接近理想的半径尺寸,即更加精确;使尖角部位r角的顶点沿型材长度方向轮廓线更加平直。
16.本实用新型装置的使用不限制前序冷弯辊压成型设备及工艺以及尖锐r角挤轧设备和工艺的类型,具有良好的适配性。
附图说明
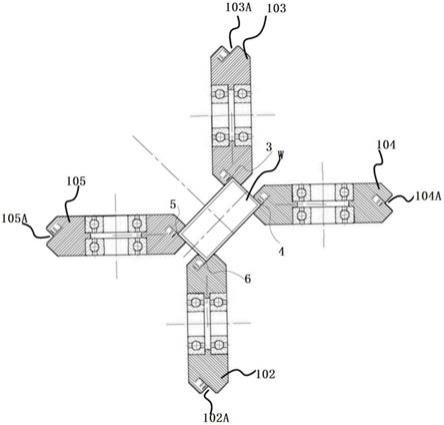
17.图1显示了尖锐r角整形装置的结构示意图。
18.图2显示了图1中工件和轧辊的配合关系示意图。
具体实施方式
19.以下结合具体实施例对本实用新型作详细说明。
20.本实用新型的尖锐r角整形设备及整形工艺,设置在纵长形型材的冷弯辊压成型设备及工艺和尖锐r角挤轧设备和工艺之后,用于在型材外轮廓尖锐r角挤轧成型之后进行整形。
21.本实用新型的尖锐r角整形设备包括一台或两台或三台整形装置,前后设置在整形工序中用于完成一道或两道或三道整形工序。
22.图1显示了整形装置的结构示意图,图2显示了图1中工件和轧辊的配合关系示意图。
23.图中可见,整形装置1固定设置在基座2上,其包括机架101,以及整形辊,所述整形辊包括水平下辊102、水平上辊103、侧立辊104和105。
24.其中,水平下辊102和水平上辊103是主动辊,分别位于型材w的下方和上方,并经由各自的水平辊轴106架设在机架101上。各水平辊轴106借助于轴承107由机架101可旋转地支撑。水平辊轴106由驱动轮108驱动旋转
25.侧立辊104和105由垂直辊轴可旋转地支撑,它们位于型材w的左右两侧。侧立辊104和105为随动辊。随着型材w的进给,其工作面与型材w之间挤轧,带动两个侧立辊绕其垂直辊轴旋转。侧立辊104和105的垂直辊轴借助于辊轴支架固定设置在机架101上。
26.水平上辊103、水平下辊102、侧立辊104和侧立辊105的外圆周面上分别设置整形槽。在图1-2所示的实施例中,v型槽102a、103a、104a和105a,所述v形槽呈完整的环形设置在所述水平上辊103、水平下辊102、侧立辊104和侧立辊105的外圆周面上。所述v型槽的两侧面的夹角与型材w的外轮廓上形成尖锐r角的尖角部位的夹角相同,二者相互匹配,所述v型槽的槽底包括与所述尖锐r角相同半径的内r角。
27.在理想情况下,所述型材期望的尖锐r角的半径为0.1-1.2mm之间,所述v型槽的槽底包括半径为0.1-1.2mm的内r角。
28.图1-2中的各整形辊压靠在方形型材w的四个尖角部位3、4、5、6上。当水平上辊103、水平下辊102、侧立辊104和侧立辊105滚动挤轧所述型材w的尖角部位时,该尖角部位的尖锐r角处发生微量的材料流动,从而实现尖锐r角的整形。
29.在优选的实施例中,型材w的形状也可以是方形之外的其他形状,本实用新型的整形设备和装置对型材w的形状不做限制。
30.在优选的实施例中,整形设备的前后两道或三道工序的整形装置中,水平上辊103、水平下辊102、侧立辊104和侧立辊105的v型槽的形状和尺寸以及相对位置关系不变。
31.这样,经过两道工序的整形,型材的尺寸不会发生改变,仅仅在尖锐r角处获得更
为良好的外形。良好的外形主要体现在,消除尖角部位表面的凹凸、毛刺,提升表面质量;使沿着型材的长度方向均有更加均匀的r角,理想情况下每个长度位置的r角均更加接近理想的半径尺寸,即更加精确;使尖角部位r角沿型材长度方向轮廓线更加平直。
32.为了进一步获得良好的表面质量,可以在所述整形辊表面设置弹性材料层,如橡胶层。或者,至少在所述整形槽内表面上设置弹性材料层。
33.借助于本实用新型的尖锐r角整形设备,适合于对采用任何工艺方式实现的型材外轮廓尖锐r角进行整形,不限制其前序工艺的类型。
34.同样,借助于本实用新型的尖锐r角整形设备,适合于任何结构形状型材的外轮廓尖锐r角,不限制其型材形状。
35.此外,借助于本实用新型的尖锐r角整形设备,不限制外轮廓尖锐r角的半径尺寸,在前序工序中r角的尺寸已经成型确定的情况下,本实用新型的整形设备不改变r角的尺寸,仅对尖角部位和r角部位的均匀性进行调整。
36.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
技术特征:
1.一种型材外轮廓尖锐r角整形设备,其特征在于,包括至少一台整形装置,所述整形装置包括若干个对应于所述型材外轮廓上的尖锐r角设置的整形辊,所述整形辊的外圆周上包括环形的整形槽,所述整形槽包括与所述型材外轮廓尖锐r角相匹配的内表面。2.根据权利要求1所述的型材外轮廓尖锐r角整形设备,其特征在于,所述整形槽为v型槽,所述v型槽的两个侧面与所述型材外轮廓尖锐r角的两侧表面匹配,所述v型槽的槽底包括与所述尖锐r角相同的内r角。3.根据权利要求2所述的型材外轮廓尖锐r角整形设备,其特征在于,所述内r角的半径在0.1-1.2mm之间。4.根据权利要求1所述的型材外轮廓尖锐r角整形设备,其特征在于,所述整形装置包括2-3台,沿着型材的给料路径依次设置。5.根据权利要求4所述的型材外轮廓尖锐r角整形设备,其特征在于,所述2-3台整形装置的整形槽及其相对位置关系均相同。6.根据权利要求1所述的型材外轮廓尖锐r角整形设备,其特征在于,所述整形辊至少在所述整形槽内表面上包括弹性材料层。
技术总结
本实用新型涉及一种型材外轮廓尖锐R角整形设备,包括至少一台整形装置,所述整形装置包括若干个对应于所述型材外轮廓上的尖锐R角设置的整形辊,所述整形辊的外圆周上包括环形的整形槽,所述整形槽包括与所述型材外轮廓尖锐R角相匹配的内表面。本实用新型能够在尖锐R角成型后对尖锐R角处进行整形,使型材在尖锐R角区域具有理想的外形。角区域具有理想的外形。角区域具有理想的外形。
技术研发人员:姚建民
受保护的技术使用者:姚建民
技术研发日:2022.01.10
技术公布日:2022/9/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1