一种冷凝器激光焊接工装的制作方法
1.本实用新型涉及激光焊接工装,特别涉及一种冷凝器激光焊接工装。
背景技术:
2.冷凝器是空调系统的部件之一,主要由集流管、扁管、散热翅片、固定支架等部件组成。当空调系统中的冷媒携带热量高速高压流经冷凝器时,热量流经冷凝器的铝合金制成的集流管和扁管时,将热量传给集流管和扁管,然后传给固定在各扁管之间铝制的散热翅片上,实现散热的目的。
3.冷凝器由多个部件组成,各部件之间需要紧密连接以实现散热和其它功能件连接功能,因此需将冷凝器各零部件组装在一起,传统牢固可靠的组装方式为将各部件焊接在一起形成一套整体部件以实现各种功能。
4.现有焊接方式先点焊,再分两次从正面和反面焊接,焊接过程中产生较大的烟尘和电弧光,工人劳动强度大,工作环境差,效率低,质量不好把控,不能满足生产需求。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种冷凝器激光焊接工装。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.一种冷凝器激光焊接工装,其特征在于,包括底板,所述底板将中间铣空避位,所述底板中部镂空两侧左右对称分别固定安装有两组圆弧定位,所述圆弧定位对冷凝器主体在工装上x、z方向的定位,所述底板中部镂空同一侧固定安装有两个前侧定位,所述前侧定位对冷凝器主体在工装上y方向进行定位,所述底板(中部镂空两侧滑动安装有支架定位块,冷凝器支架固定在支架定位块上,所述底板上固定安装有横向推拉快速夹,所述支架定位块与所述横向推拉快速夹柔性连接,所述前侧定位相对的所述底板中部镂空另一侧固定安装有纵向推拉快速夹,所述推拉快速夹和所述前侧定位对冷凝器主体在工装上y方向限位,所述底板中部镂空x方向两侧固定安装有平面压紧快速夹,所述平面压紧快速夹能对冷凝器主体在工装上z方向限位。
8.进一步优选为,在工装中,设平行于所述底板板面且左右延伸为x方向,平行于所述底板板面且垂直于x方向为y方向,垂直于所述底板板面为z方向。
9.进一步优选为,所述底板中部镂空两侧固定安装有与冷凝器上安装支架一一对应的精密导轨,所述精密导轨沿x方向滑动,所述精密导轨滑台上固定安装有所述支架定位块。
10.进一步优选为,所述支架定位块面向夹装后的冷凝器一侧设置有槽孔,冷凝器支架固定在支架定位块槽孔内。
11.进一步优选为,所述支架定位块上固定安装有连接件,所述连接件通过弹簧与所述横向推拉快速夹柔性连接。
12.综上所述,本实用新型对比于现有技术的有益效果为:该工装装在变位机上,与机械手配合,可实现一次装夹,即可完成整套冷凝器支架焊接,方便快捷高效地完成生产。
附图说明
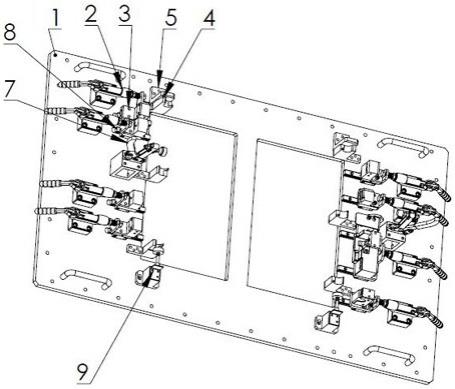
13.图1为一种冷凝器激光焊接工装的结构示意图;
14.图2为一种冷凝器激光焊接工装的夹装状态示意图;
15.图3为一种冷凝器激光焊接工装的局部放大结构示意图;
16.图4为冷凝器结构示意图。
17.附图标记:底板1、横向推拉快速夹2、支架定位块3、圆弧定位4、前侧定位5、冷凝器6、平面压紧快速夹7、精密导轨8、纵向推拉快速夹9、连接件10、弹簧11。
具体实施方式
18.以下结合附图对实用新型作进一步详细说明。
19.一种冷凝器激光焊接工装,包括底板1,所述底板1将中间铣空避位,以方便从正、反两面焊接,设平行于所述底板1板面且左右延伸为x方向,平行于所述底板1板面且垂直于x方向为y方向,垂直于所述底板1板面为z方向,所述底板1中部镂空两侧左右对称分别固定安装有两组圆弧定位4,所述两组所述圆弧定位4之间距离与冷凝器6两侧集流管之间距离相同,两组所述圆弧定位4分别用于放置冷凝器6两侧的集流管,所述圆弧定位4上圆弧将冷凝器6两端的集流管外圆限位,确保冷凝器6主体在工装上x、z方向的定位,所述底板1上固定安装有两个前侧定位5,两个所述前侧定位5设置于所述面板1中部镂空同一侧,所述前侧定位5将冷凝器6主体上的集流管端面限位,保证冷凝器6主体在工装上的y方向的定位,所述圆弧定位4与所述前侧定位5均通过定位销定位并通过螺栓固定。
20.所述底板1中部镂空两侧固定安装有与冷凝器6上安装支架一一对应的精密导轨8,所述精密导轨8沿x方向滑动,所述精密导轨8滑台上固定安装有支架定位块3,所述支架定位块3面向夹装后的冷凝器6一侧设置有槽孔,冷凝器支架能够固定在支架定位块3槽孔内,所述底板1上还固定安装有与所述支架定位块3一一对应的横向推拉快速夹2,所述横向推拉快速夹2能够沿x方向推拉,所述支架定位块3上固定安装有连接件10,所述连接件10通过弹簧11与所述横向推拉快速夹2柔性连接,所述底板1中部镂空与所述前侧定位5相对的另一侧固定安装有纵向推拉快速夹9,所述推拉快速夹9能够沿y方向推拉,并能够和所述前侧定位5将冷凝器6主体在工装上y方向限位。
21.所述底板1中部镂空x方向两侧固定安装有平面压紧快速夹7,所述平面压紧快速夹7能对冷凝器6主体在工装上z方向限位。
22.工装使用方法:
23.1、将冷凝器主体上的集流管固定在圆弧定位4上,然后用推拉快速夹9锁紧集流管端面,使集流管另一端面与前侧定位5接触,保障y轴装夹到位;
24.2、将平面压紧快速夹7锁紧,保障z轴限位及提供压紧力;
25.3、将须焊接的冷凝器支架插入支架定位块3槽内,锁紧推拉快速夹2,保障冷凝器支架与冷凝器集流管紧密接触;
26.4、装夹完成,开始焊接。
27.以上所述仅是本实用新型的示范性实施方式,而非用于限制本实用新型的保护范围,本实用新型的保护范围由所附的权利要求确定。
技术特征:
1.一种冷凝器激光焊接工装,其特征在于,包括底板(1),所述底板(1)将中间铣空避位,所述底板(1)中部镂空两侧左右对称分别固定安装有两组圆弧定位(4),所述圆弧定位(4)对冷凝器主体在工装上x、z方向的定位,所述底板(1)中部镂空同一侧固定安装有两个前侧定位(5),所述前侧定位(5)对冷凝器主体在工装上y方向进行定位,所述底板(1中部镂空两侧滑动安装有支架定位块(3),冷凝器支架固定在支架定位块(3)上,所述底板(1)上固定安装有横向推拉快速夹(2),所述支架定位块(3)与所述横向推拉快速夹(2)柔性连接,所述前侧定位(5)相对的所述底板(1)中部镂空另一侧固定安装有纵向推拉快速夹(9),所述推拉快速夹(9)和所述前侧定位(5)对冷凝器(6)主体在工装上y方向限位,所述底板(1)中部镂空x方向两侧固定安装有平面压紧快速夹(7),所述平面压紧快速夹(7)能对冷凝器(6)主体在工装上z方向限位。2.根据权利要求1所述的一种冷凝器激光焊接工装,其特征在于,在工装中,设平行于所述底板(1)板面且左右延伸为x方向,平行于所述底板(1)板面且垂直于x方向为y方向,垂直于所述底板(1)板面为z方向。3.根据权利要求1所述的一种冷凝器激光焊接工装,其特征在于,所述底板(1)中部镂空两侧固定安装有与冷凝器(6)上安装支架一一对应的精密导轨(8),所述精密导轨(8)沿x方向滑动,所述精密导轨(8)滑台上固定安装有所述支架定位块(3)。4.根据权利要求1所述的一种冷凝器激光焊接工装,其特征在于,所述支架定位块(3)面向夹装后的冷凝器一侧设置有槽孔,冷凝器支架固定在支架定位块(3)槽孔内。5.根据权利要求1所述的一种冷凝器激光焊接工装,其特征在于,所述支架定位块(3)上固定安装有连接件(10),所述连接件(10)通过弹簧(11)与所述横向推拉快速夹(2)柔性连接。
技术总结
本实用新型公开了一种冷凝器激光焊接工装,其技术方案要点为,包括底板,所述底板将中间铣空避位,所述底板中部镂空两侧左右对称分别固定安装有两组圆弧定位,所述底板中部镂空同一侧固定安装有两个前侧定位,所述底板中部镂空两侧滑动安装有支架定位块,所述底板上固定安装有横向推拉快速夹,该工装装在变位机上,与机械手配合,可实现一次装夹,即可完成整套冷凝器支架焊接,方便快捷高效地完成生产。方便快捷高效地完成生产。方便快捷高效地完成生产。
技术研发人员:汪新军 李晶 宋君
受保护的技术使用者:浙江雷拉激光科技有限公司
技术研发日:2022.01.25
技术公布日:2022/6/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1