一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装的制作方法
1.本实用新型涉及机械加工技术领域,具体一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装。
背景技术:
2.如图1所示的阀块毛坯100是斜盘式柱塞泵的核心部件,阀块毛坯两端的轴承孔101、止口102以及配油盘面104的油槽103相对位置要求严格,轴承孔采用普通定位轴定位,必须有间隙才能装卸阀块,间隙太小立车装卸阀块非常困难,影响加工效率,间隙大很难保证阀块两端的轴承孔、止口、配油盘面各槽不发生偏移,并且由于阀块毛坯内孔尺寸不稳定,现有工装无法满足精度要求。
技术实现要素:
3.为解决现有技术存在的技术问题或技术问题之一,本实用新型公开一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,所采取的技术方案是:
4.一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,其特征在于:包括
5.底座,底座中心开设内径从上到下依次变大的三阶式圆孔:小圆孔、中圆孔和大圆孔;
6.定位轴,从底座的大圆孔置入,包括外径小于中圆孔内径、与小圆孔内径过渡配合的圆柱体,与圆柱体的上端连为一体的圆锥台,与圆柱体的下端连为一体的圆柱挡台,自圆柱挡台下表面中心开设弹簧安装盲孔;圆锥台的上端外径小于阀块毛坯的轴承孔的内径,圆锥台的下端外径大于阀块毛坯的轴承孔的内径;
7.弹簧抵接板,嵌入底座的大圆孔内并通过螺钉与底座固接;
8.弹簧,一端与定位轴的弹簧安装盲孔的底壁抵接、另一端与弹簧抵接板的内端抵接;
9.4个支撑立柱,上端抵在阀块毛坯的下端面上、下端螺接调节螺母,调节螺母抵接底座;
10.4个压板,分别对应于阀块毛坯前后左右四个端面的外侧,中部开设长圆孔;丝杆下端穿入长圆孔后与底座固接,丝杆上端螺接压紧螺母,丝杆外侧的底座上固接挺杆,挺杆的上端抵接压板的外端,压板的内端抵在阀块毛坯对应外端较平的平面上。
11.进一步的优选方案是,在对应于阀块毛坯前端面或后端面、左端面或右端面外侧的底座上固接2个侧定位立板,侧定位立板上螺接侧调节螺钉,侧调节螺钉的内端抵在阀块毛坯相应的端面上。
12.进一步的优选方案是,在靠近底座边缘螺接2个吊环螺钉,2个吊环螺钉的连线穿过底座的中心。
13.进一步的优选方案是,在靠近底座边缘、安装阀块毛坯后重量较轻的一侧固接多个配重块。
14.与现有技术相比,本实用新型能够很好的满足零件形位公差的要求,能够大大降低零件在工装上的安装难度,减少装夹时间,从而提高了加工效率。达到质量与效率的双保证,节省加工成本。
附图说明
15.图1是拟加工阀块毛坯的结构示意图。
16.图2是本实用新型底座的剖视图。
17.图3是本实用新型定位轴的结构示意图。
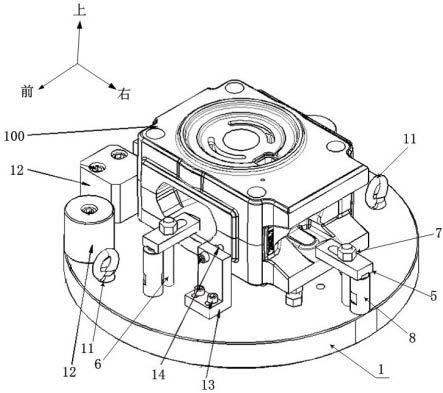
18.图4是拟加工阀块毛坯安装到本实用新型上的结构示意图。
19.图5是图4的剖视图。
具体实施方式
20.下面结合附图对本实用新型做进一步说明。
21.如图所示的一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,包括
22.底座1,底座1中心开设内径从上到下依次变大的三阶式圆孔:小圆孔1001、中圆孔1002和大圆孔1003;
23.定位轴2,从底座1的大圆孔1003置入,包括外径小于中圆孔1002内径、与小圆孔1001内径过渡配合的圆柱体21,与圆柱体21的上端连为一体的圆锥台22,与圆柱体21的下端连为一体的圆柱挡台23,自圆柱挡台23下表面中心开设弹簧安装盲孔24;圆锥台22的上端外径小于阀块毛坯100的轴承孔101的内径,圆锥台22的下端外径大于阀块毛坯100的轴承孔101的内径;
24.弹簧抵接板3,嵌入底座1的大圆孔1003内并通过螺钉与底座1固接;
25.弹簧4,一端与定位轴2的弹簧安装盲孔24的底壁抵接、另一端与弹簧抵接板3的内端抵接;
26.3个支撑立柱9,以底座1三阶式圆孔的圆心均匀分布,上端抵在阀块毛坯100的配油盘面104上、下端螺接调节螺母10,调节螺母10抵接底座1;
27.4个压板5,分别对应于阀块毛坯100前后左右四个端面的外侧,中部开设长圆孔;丝杆6下端穿入长圆孔后与底座1固接,丝杆6上端螺接压紧螺母7,丝杆6外侧的底座1上固接挺杆8,挺杆8的上端抵接压板5的外端,压板5的内端抵在阀块毛坯100对应外端较平的平面上。
28.在对应于阀块毛坯100前端面或后端面、左端面或右端面外侧的底座1上固接2个侧定位立板13,侧定位立板13上螺接侧调节螺钉14,侧调节螺钉14的内端抵在阀块毛坯100相应的端面上。
29.在靠近底座1边缘螺接2个吊环螺钉11,2个吊环螺钉11的连线穿过底座1的中心。
30.在靠近底座1边缘、安装阀块毛坯100后重量较轻的一侧固接多个配重块12。
31.本实用新型的使用环境为立式数控车床,底座1固定安装在立式数控车床的加工台上,在加工阀块毛坯100时,先将4个压板5外撤,将待加工阀块毛坯100轴承孔101对准定位轴2、下端放置在4个支撑立柱9上,定位轴2圆锥台22的导向作用自然会保证轴承孔101的圆心与定位轴2的圆心重合,必要时旋转侧定位立板13上的侧调节螺钉14,使得轴承孔101
的圆心与定位轴2的圆心准确重合;然后将4个压板5的内端抵在阀块毛坯100对应外端较平的平面上,稍稍旋紧压紧螺母7初压紧,然后分别旋转4个支撑立柱9下端的调节螺母10,调整至配油盘面104水平,然后锁紧压紧螺母7,使得4个压板5压紧阀块毛坯100。即可对阀块毛坯100上端的轴承孔101、止口102以及配油盘面104、油槽103进行加工。
32.本工装前后左右上下三个维度分别进行可调式定位,能够很好的满足零件形位公差的要求,能够大大降低零件在工装上的安装难度,减少装夹时间,从而提高了加工效率。达到质量与效率的双保证,节省加工成本。
技术特征:
1.一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,其特征在于:包括底座(1),底座(1)中心开设内径从上到下依次变大的三阶式圆孔:小圆孔(1001)、中圆孔(1002)和大圆孔(1003);定位轴(2),从底座(1)的大圆孔(1003)置入,包括外径小于中圆孔(1002)内径、与小圆孔(1001)内径过渡配合的圆柱体(21),与圆柱体(21)的上端连为一体的圆锥台(22),与圆柱体(21)的下端连为一体的圆柱挡台(23),自圆柱挡台(23)下表面中心开设弹簧安装盲孔(24);圆锥台(22)的上端外径小于阀块毛坯(100)的轴承孔(101)的内径,圆锥台(22)的下端外径大于阀块毛坯(100)的轴承孔(101)的内径;弹簧抵接板(3),嵌入底座(1)的大圆孔(1003)内并通过螺钉与底座(1)固接;弹簧(4),一端与定位轴(2)的弹簧安装盲孔(24)的底壁抵接、另一端与弹簧抵接板(3)的内端抵接;4个支撑立柱(9),上端抵在阀块毛坯(100)的下端面上、下端螺接调节螺母(10),调节螺母(10)抵接底座(1);4个压板(5),分别对应于阀块毛坯(100)前后左右四个端面的外侧,中部开设长圆孔;丝杆(6)下端穿入长圆孔后与底座(1)固接,丝杆(6)上端螺接压紧螺母(7),丝杆(6)外侧的底座(1)上固接挺杆(8),挺杆(8)的上端抵接压板(5)的外端,压板(5)的内端抵在阀块毛坯(100)对应外端较平的平面上。2.根据权利要求1所述的一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,其特征在于:在对应于阀块毛坯(100)前端面或后端面、左端面或右端面外侧的底座(1)上固接2个侧定位立板(13),侧定位立板(13)上螺接侧调节螺钉(14),侧调节螺钉(14)的内端抵在阀块毛坯(100)相应的端面上。3.根据权利要求1所述的一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,其特征在于:在靠近底座(1)边缘螺接2个吊环螺钉(11),2个吊环螺钉(11)的连线穿过底座(1)的中心。4.根据权利要求1所述的一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,其特征在于:在靠近底座(1)边缘、安装阀块毛坯(100)后重量较轻的一侧固接多个配重块(12)。
技术总结
本实用新型涉及机械加工技术领域,具体一种用于斜盘式柱塞泵阀块毛坯内孔定位的立车工装,包括底座,定位轴,弹簧抵接板,弹簧,3个支撑立柱,4个压板,从前后左右上下三个维度分别进行可调式定位,能够很好的满足零件形位公差的要求,能够大大降低零件在工装上的安装难度,减少装夹时间,从而提高了加工效率。达到质量与效率的双保证,节省加工成本。节省加工成本。节省加工成本。
技术研发人员:徐英黎
受保护的技术使用者:烟台艾迪液压科技有限公司
技术研发日:2022.01.25
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1