一种缸体铜套压合工装的制作方法
1.本实用新型涉及机械装配技术领域,具体是一种缸体铜套压合工装。
背景技术:
2.参见附图1所示通常为铝质的液压缸体1,其上开设柱塞孔2,在其中一个工序中,需要将铜套3过盈配合地装入柱塞孔2内以提高耐磨性能,现有的做法是将液压缸体1放在压力机的台面上,铜套3摆放在柱塞孔2的上端,启动压力机使压力机的压头抵压铜套3的上端,在巨大的压力下使铜套3进入柱塞孔2内,要求铜套3的上端与柱塞孔2的上端平齐。但由于铜套3的壁较薄,在下压的过程中,若铜套3的轴线与柱塞孔2的轴线重合度不高,铜套3极易内凹变形,造成该液压缸体1和铜套3报废。有时铜套3还会向外蹦出,对人身造成安全隐患。
技术实现要素:
3.为克服现有技术存在的缺陷或缺陷之一,本实用新型公开一种缸体铜套压合工装,所采取的技术方案是:
4.一种缸体铜套压合工装,包括导向套和三阶圆棒,导向套的内径与柱塞孔和铜套的配合段的内径相等,导向套的外廓形状与对应柱塞孔位置的液压缸体的沉槽形状相应,并至少与沉槽的两个侧面抵接且此时导向套的轴心线与柱塞孔的轴心线重合;三阶圆棒从下到上依次包括一阶段、二阶段和三阶段,一阶段的外径与铜套内径过渡配合,一阶段的长度与铜套高度相等;二阶段的外径与导向套的内径相等,二阶段的长度与导向套的厚度相等;三阶段的外径等于或略小于导向套的外径。
5.进一步的优选方案是,三阶段的长度与它的直径相等或略大于它的直径。
6.进一步的优选方案是,一阶段和二阶段的交接处、二阶段和三阶段的交接处开设内凹的环形槽。
7.进一步的优选方案是,环形槽开设在一阶段或二阶段上。
8.进一步的优选方案是,环形槽的截面形状为矩形。
9.与现有技术相比,本实用新型导向套的导向作用能够保证铜套下压过程中其轴心线与柱塞孔的轴心线重合,避免歪斜;三阶圆棒能限制铜套内凹变形,安装过程安全高效。
附图说明
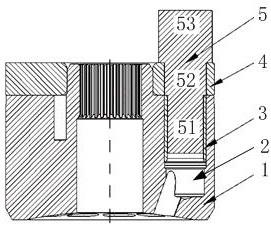
10.图1是本实用新型实施例1的结构示意图。
11.图2是本实用新型实施例2三阶圆棒的结构示意图。
具体实施方式
12.下面结合附图对本实用新型做进一步说明。
13.实施例1,如图1所示的一种缸体铜套压合工装,包括导向套4和三阶圆棒5,导向套
4的内径与柱塞孔2和铜套3的配合段的内径相等,导向套4的外廓形状与对应柱塞孔2位置的液压缸体1的沉槽形状相应,并至少与沉槽的两个侧面抵接且此时导向套4的轴心线与柱塞孔2的轴心线重合;三阶圆棒5从下到上依次包括一阶段51、二阶段52和三阶段53,一阶段51的外径与铜套3内径过渡配合,一阶段51的长度与铜套3高度相等;二阶段52的外径与导向套4的内径相等,二阶段52的长度与导向套4的厚度相等;三阶段53的外径等于或略小于导向套4的外径。三阶段53的长度与它的直径相等或略大于它的直径。
14.实施例2,如图1-2所示的一种缸体铜套压合工装,其他与实施例1相同,不同的是一阶段51和二阶段52的交接处、二阶段52和三阶段53的交接处开设内凹的环形槽6。环形槽6开设在一阶段51或二阶段52上。环形槽6的截面形状为矩形。这样能保证铜套的上端能够与二阶段52的下端面充分抵接不留间隙,三阶段53的下端面与导向套4的上端面充分抵接不留间隙。
15.装配时,首先将液压缸体1柱塞孔2开口朝上放在压力机的台面上,导向套4放在液压缸体1的沉槽处,使得导向套4的外廓的两个面与沉槽的两个侧面抵接,这样导向套4的轴心线与柱塞孔2的轴心线重合,保证了在压合过程中铜套的轴心线与柱塞孔的轴心线重合,然后将铜套3套在三阶圆棒5的一阶段51上,在将带有铜套3的一阶段51插入导向套4的内孔,启动压力机,使压头下压三阶段53的上端,铜套3便准确无误地压入柱塞孔2中,既方便快捷又安全性高。
技术特征:
1.一种缸体铜套压合工装,包括导向套(4)和三阶圆棒(5),其特征在于:导向套(4)的内径与柱塞孔(2)和铜套(3)的配合段的内径相等,导向套(4)的外廓形状与对应柱塞孔(2)位置的液压缸体(1)的沉槽形状相应,并至少与沉槽的两个侧面抵接且此时导向套(4)的轴心线与柱塞孔(2)的轴心线重合;三阶圆棒(5)从下到上依次包括一阶段(51)、二阶段(52)和三阶段(53),一阶段(51)的外径与铜套(3)内径过渡配合,一阶段(51)的长度与铜套(3)高度相等;二阶段(52)的外径与导向套(4)的内径相等,二阶段(52)的长度与导向套(4)的厚度相等;三阶段(53)的外径等于或略小于导向套(4)的外径。2.根据权利要求1所述的一种缸体铜套压合工装,其特征在于:三阶段(53)的长度与它的直径相等或略大于它的直径。3.根据权利要求1所述的一种缸体铜套压合工装,其特征在于:一阶段(51)和二阶段(52)的交接处、二阶段(52)和三阶段(53)的交接处开设内凹的环形槽(6)。4.根据权利要求3所述的一种缸体铜套压合工装,其特征在于:环形槽(6)开设在一阶段(51)或二阶段(52)上。5.根据权利要求3所述的一种缸体铜套压合工装,其特征在于:环形槽(6)的截面形状为矩形。
技术总结
本实用新型公开一种缸体铜套压合工装,包括导向套和三阶圆棒,导向套的内径与柱塞孔和铜套的配合段的内径相等,导向套的外廓形状与对应柱塞孔位置的液压缸体的沉槽形状相应,并至少与沉槽的两个侧面抵接且此时导向套的轴心线与柱塞孔的轴心线重合;三阶圆棒从下到上依次包括一阶段、二阶段和三阶段,一阶段的外径与铜套内径过渡配合,一阶段的长度与铜套高度相等;二阶段的外径与导向套的内径相等,二阶段的长度与导向套的厚度相等;三阶段的外径等于或略小于导向套的外径。与现有技术相比,本实用新型导向套的导向作用能够保证铜套下压过程中其轴心线与柱塞孔的轴心线重合,避免歪斜;三阶圆棒能限制铜套内凹变形,安装过程安全高效。安全高效。安全高效。
技术研发人员:迟蓬君
受保护的技术使用者:烟台艾迪液压科技有限公司
技术研发日:2022.01.25
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1