一种用于支架通孔加工的辅助装置的制作方法
1.本实用新型涉及一种用于支架通孔加工的辅助装置。
背景技术:
2.如图1所示的细长零件进行通孔加工时,由于该零件待加工通孔较为细长,粗糙度要求高,由于该零件的材料是45#钢,不易保证粗糙度。采用加工中心加工不易保证加工成型后的尺寸和粗糙度,且效率低。
技术实现要素:
3.本实用新型在此的目的提供了一种用于支架通孔加工的辅助装置,利用该装置可以对待加工支架进行装夹,使加工过程中易保证尺寸和粗糙度。
4.为此,本实用新型提供的用于支架通孔加工的辅助装置包括夹具和用于所述夹具装夹的数控车床,所述夹具包括用于待加工支架装配的第一装配孔和用于紧固件装配使装配于所述第一装配孔中的待加工支架紧固的第二装配孔。
5.在一些实施方式中,所述第一装配孔为直通孔,简化了夹具结构。
6.在一些实施方式中,所述第一装配孔被配置有第一装配段和第二装配段,所述第一装配段的直径大于所述第二装配段,通过不同直径的装配段实现了对待加工支架的有效定位,简化了装夹操作。
7.在一些实施方式中,所述第一装配孔被配置为多个且所述第二装配孔被配置为与所述第一装配孔相匹配的数量;实现了多待加工支架的装夹及镗孔加工。
8.在一些实施方式中,所述夹具被所述数控车床的三爪卡盘进行装夹。
9.在一些实施方式中,所述夹具采用具有硬度及磁性的材料制成,保证了强度的同时使夹具具有一定的磁性,有利于待加工支架的装夹。
10.本实用新型的有益效果:该装置配置夹具,利用夹具实现了对待加工支架的装夹,再配合数控车床对夹具进行装配实现了自动校正有利于通孔的加工;加工过程中待加工支架被夹具装夹,易保证尺寸和粗糙度,形位公差易保证,最重要的是效率比在加工中心上加工提高了95%。
附图说明
11.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
12.图1为本实用新型记载的待加工支架的结构示意图;
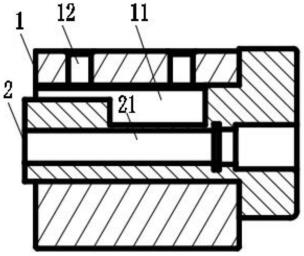
13.图2为本实用新型提供的辅助装置中夹具第一种结构的剖视图;
14.图3为本实用新型提供的辅助装置中夹具第一种结构的右视图;
15.图4为本实用新型提供的辅助装置中夹具第二种结构的剖视图;
16.图5为本实用新型提供的辅助装置中第一种结构夹具装夹待加工支架的结构示意图;
17.图6为图5中待加工支架经加工后的结构示意图;
18.图7为图6的右视图;
19.图8为本实用新型提供的辅助装置中第二种结构夹具装夹待加工支架的结构示意图;
20.图9为图8中待加工支架经加工后的结构示意图;
21.图10为经加工成型支架的结构示意图;
22.图11为图10的右视图;
23.附图中:1-夹具,2-待加工支架,11-第一装配孔,11a-第一装配段,11b-第二装配段,11c-抵触面,12-第二装配孔,21-通孔。
具体实施方式
24.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得发明将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。
25.本实用新型为了对图1所示的待加工支架进行有效的装夹,以便对其进行镗孔加工,以保证支架的尺寸和粗糙度,形位公差易保证及效率较高;提供了一种用于支架通孔加工的辅助装置。
26.结合图2-4,该装置包括夹具1和用于夹具1装夹的数控车床,夹具1包括用于待加工支架2装配的第一装配孔11和用于紧固件装配使装配于第一装配孔11中的待加工支架2紧固的第二装配孔12。其中,第一装配孔11被配置为直通孔,如图2所示,该直通孔的直径小于待加工支架2端面直径,当装夹待加工支架2时,待加工支架2的端面抵触夹具1的端面,如图5所示,再通过紧固件通过第二装配孔12进行装配对待加工支架2进行紧固,完成装夹。或者被配置为包括第一装配段11a和第二装配段11b,第一装配段11a的直径大于第二装配段11b,如图4所示;在第一装配段11a和第二装配段11b之间形成可以用于被待加工支架2抵触的抵触面11c,当待加工支架2装配时,待加工支架2持续向第二装配段11b装夹时对应面抵触至抵触面11c即可实现对待加工支架2的装夹定位,如图8所示,再通过紧固件4通过第二装配孔12进行装配对待加工支架3进行紧固,完成装夹。
27.本辅助装置是这样使用的:将待加工支架2装夹于夹具1上,如图5、图8所示,然后将夹具1装夹于数据车床的三爪卡盘上进行自动校正后,配合外部加工设备对待加工支架2进行镗孔完成对待加工支架2的通孔21加工,如图6、7和9所示;加工完成后,将待加工支架2从夹具1中卸下即得到加工成型的支架,如图10、11所示。
28.为实现多待加工支架2的装夹,降低装夹时间,本辅助装置夹具中的第一装配孔11被配置为多个且第二装配孔12被配置为与第一装配孔11相匹配的数量。
29.本文中,紧固件被配置为螺钉,第二装配孔12对应被配置为螺纹孔,简化了夹具结构且便于操作。
30.本文中,夹具1采用具有硬度及磁性的材料制成,如2cr13。
31.本公开已由上述相关实施例加以描述,然而上述实施例仅为实施本公开的范例。必需指出的是,已揭露的实施例并未限制本公开的范围。相反,在不脱离本公开的精神和范围内所作的变动与润饰,均属本公开的专利保护范围。
技术特征:
1.一种用于支架通孔加工的辅助装置,其特征在于,该装置包括夹具(1)和用于所述夹具(1)装夹的数控车床,所述夹具(1)包括用于待加工支架(2)装配的第一装配孔(11)和用于紧固件装配使装配于所述第一装配孔(11)中的待加工支架(2)紧固的第二装配孔(12)。2.根据权利要求1所述的用于支架通孔加工的辅助装置,其特征在于,所述第一装配孔(11)为直通孔。3.根据权利要求1所述的用于支架通孔加工的辅助装置,其特征在于,所述第一装配孔(11)被配置有第一装配段(11a)和第二装配段(11b),所述第一装配段(11a)的直径大于所述第二装配段(11b)。4.根据权利要求1所述的用于支架通孔加工的辅助装置,其特征在于,所述第一装配孔(11)被配置为多个且所述第二装配孔(12)被配置为与所述第一装配孔(11)相匹配的数量。5.根据权利要求1所述的用于支架通孔加工的辅助装置,其特征在于,所述夹具(1)被所述数控车床的三爪卡盘进行装夹。6.根据权利要求1所述的用于支架通孔加工的辅助装置,其特征在于,所述夹具(1)采用具有硬度及磁性的材料制成。
技术总结
本实用新型公开了一种用于支架通孔加工的辅助装置,该装置包括夹具(1)和用于所述夹具(1)装夹的数控车床,所述夹具(1)包括用于待加工支架(2)装配的第一装配孔(11)和用于紧固件装配使装配于所述第一装配孔(11)中的待加工支架(2)紧固的第二装配孔(12)。该装置配置夹具,利用夹具实现了对待加工支架的装夹,再配合数控车床对夹具进行装配实现了自动校正有利于通孔的加工;加工过程中待加工支架被夹具装夹,易保证尺寸和粗糙度,形位公差易保证,且效率较高。且效率较高。且效率较高。
技术研发人员:钱明星 孙东炜 李奎 韩廷安 刘洪建
受保护的技术使用者:贵州海德威精密仪器有限公司
技术研发日:2022.01.26
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1