一种端铣刀的制作方法
1.本实用新型涉及铣刀,特别是一种端铣刀。
背景技术:
2.端铣刀用于铣削零件的平面、键槽、t形槽等,较为常见的类型有gb/t6117.1直柄立铣刀、gb/t1112直柄键槽铣刀。gb/t6117.1直柄立铣刀和gb/t1112直柄键槽铣刀二者的共同技术特征在于:工作部分设有螺旋排屑槽,螺旋排屑槽的边线处设有用于切削的刃带,这种结构对于本领域技术人员来说,已经熟知其技术特征所产生的特性,在进行工件铣削时,必须按照规定的机床转速、吃刀深度、进给量来进行加工工件。直柄立铣刀和直柄键槽铣刀相对于麻花钻头来说,麻花钻头上的螺旋排屑槽的边线处设有用于切削的刃带在钻削时全部包覆与孔内,因此,花钻头的刃带不会轻易产生“崩刃”或“打刀”现象。而对于直柄立铣刀和直柄键槽铣刀来说,二者螺旋排屑槽边线处的刃带是与工件为线接触,因此,切削三要素掌控不好就会发生“崩刃”或“打刀”现象。
3.对于gb/t6124.1直柄t形槽铣刀来说,弊端在于,刀齿的数量较多,无螺旋槽排屑,铣削产生的切削热量散热效果不好,持续铣削时,由于切削热的存在导致刀齿急剧磨损。
技术实现要素:
4.本实用新型的目的是要克服上述技术问题中的不足之处,提供一种新端铣刀。
5.为克服上述技术问题,本实用新型采用的技术方案是:
6.包括柄部、与所述柄部连接的工作部、以及设于所述柄部和工作部之间的凹槽部,其特征在于:还包括环形阵列设置在所述柄部、工作部、以及凹槽部上的带有γ角开口的直排屑槽,所述工作部上的直排屑槽将工作部分割成刀座,所述刀座的前端面以及刀座上均设有刀刃,所述刀座的前端面上的刀刃与切削平面相平行,所述刀座的前端面上的刀刃所在的刀面与所述切削平面呈α角布设。
7.优选的,所述α角的值在2.5
°
至5
°
范围内。
8.优选的,所述γ角的值大于等于90
°
。
9.优选的,所述工作部的表面还设有涂层。
10.优选的,所述涂层的厚度值为3μm至5μm。
11.优选的,所述涂层的材料是alcrona。
12.与现有技术相比较,本实用新型的有益效果是:
13.1)、通过刀座的前端面上的刀刃所在的刀面与所述切削平面呈α角布设,便于散发切削时产生的热量。
[0014] 2)、直排屑槽的布置与现有技术所用的螺旋状排屑槽相比,使其柄部1、工作部2、凹槽部的芯部具有一定的厚度,让其芯部更充实,就相同规格的铣刀而言,螺旋状排屑槽的螺旋升角将其铣刀工作部的芯部截面变得比较离散,且截面面积也没有本申请的直排屑槽所形成的芯部截面大,故在铣削时利于保持部、工作部、凹槽部的整体刚性和强度,克服“崩
刃”或“打刀”现象,充实的芯部不限于对切削三要素的掌控。
[0015] 3)、通过刀座上的刀刃能兼顾工件中的水平端面和直立面工件的加工。
附图说明
[0016]
下面结合附图和具体实施方式对本实用作进一步的详细说明。
[0017]
图1是本实用新型的主视图。
[0018]
图2是图1的左视图。
[0019]
图3是图1所示为a区域的局部放大视图,视图中的双点划线表示切削平面。
[0020]
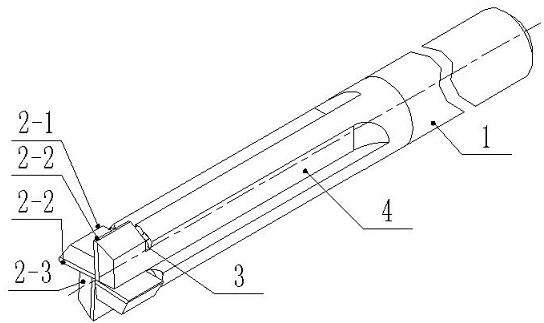
图4是图1的等轴测视图。
具体实施方式
[0021]
如图1-4所示,公开了一种端铣刀,它包括柄部1、与所述柄部1连接的工作部2、以及设于所述柄部1和工作部2之间的凹槽部3,凹槽部3用于防止柄部1和工作部2之间的应力集中,避免工作部2在铣削时受到冲击力而导致的断裂。
[0022]
还包括环形阵列设置在所述柄部1、工作部2、以及凹槽部3上的带有γ角开口的直排屑槽4,所述工作部2上的直排屑槽4将工作部2分割成刀座2-1,其刀座2-1的数量与直排屑槽4的数量相同,也就是说刀座2-1的数量是根据直排屑槽4的数量的变化而变化。
[0023]
所述刀座2-1的前端面以及刀座2-1上均设有刀刃2-2,所述刀座2-1的前端面上的刀刃与切削平面相平行,刀座2-1的前端面上的刀刃用于铣削加工工件的平面。
[0024]
如图3所示,所述刀座2-1的前端面上的刀刃所在的刀面2-3与所述切削平面呈α角布设,便于散发切削时产生的热量。
[0025]
优选,所述α角的值在2.5
°
至5
°
范围内,这样便于保持刀刃的锋利性。
[0026]
优选,所述γ角的值大于等于90
°
,便于刀座2-1上的刀刃2-2在铣削工件的立面或t形槽时的排屑和散热,同时更利于对直排屑槽4的加工制作。直排屑槽4的布置与现有技术所用的螺旋状排屑槽相比,使其柄部1、工作部2、凹槽部3的芯部具有一定的厚度,让其芯部更充实,就相同规格的铣刀而言,螺旋状排屑槽的螺旋升角将其铣刀工作部的芯部截面变得比较离散,且截面面积也没有本申请的直排屑槽4所形成的芯部截面大,故在铣削时利于保持部1、工作部2、凹槽部3的整体刚性和强度,这样就能克服“崩刃”或“打刀”现象。充实的芯部不限于对切削三要素的掌控。
[0027]
所述工作部2的表面还设有涂层。所述涂层的厚度值为3μm至5μm,所述涂层的材料是欧瑞康巴尔查斯公司的alcrona,能给工作部2带来更大的切削速度与进给量,且具有良好的抗氧化能力和热硬度等级,因此,提高工作部2的持续工作能力。
[0028]
综上所述,通过本申请的刀座2-1上的刀刃2-2能兼顾水平端面和直立面工件的加工。
[0029]
本实用新型并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本实用新型的范围仅由所附的权利要求来限制。
技术特征:
1.一种端铣刀,包括柄部(1)、与所述柄部(1)连接的工作部(2)、以及设于所述柄部(1)和工作部(2)之间的凹槽部(3),其特征在于:还包括环形阵列设置在所述柄部(1)、工作部(2)、以及凹槽部(3)上的带有γ角开口的直排屑槽(4),所述工作部(2)上的直排屑槽(4)将工作部(2)分割成刀座(2-1),所述刀座(2-1)的前端面以及刀座(2-1)上均设有刀刃(2-2),所述刀座(2-1)的前端面上的刀刃与切削平面相平行,所述刀座(2-1)的前端面上的刀刃所在的刀面(2-3)与所述切削平面呈α角布设。2.根据权利要求1所述的一种端铣刀,其特征在于:所述α角的值在2.5
°
至5
°
范围内。3.根据权利要求1所述的一种端铣刀,其特征在于:所述γ角的值大于等于90
°
。4.根据权利要求1所述的一种端铣刀,其特征在于:所述工作部(2)的表面还设有涂层。5.根据权利要求4所述的一种端铣刀,其特征在于:所述涂层的厚度值为3μm至5μm。6.根据权利要求4或权利要求5所述的一种端铣刀,其特征在于:所述涂层的材料是alcrona。
技术总结
本实用新型公开一种端铣刀,主要技术特征在于:环形阵列设置在所述柄部、工作部、以及凹槽部上的带有γ角开口的直排屑槽,所述工作部上的直排屑槽将工作部分割成刀座,所述刀座的前端面以及刀座上均设有刀刃,所述刀座的前端面上的刀刃与切削平面相平行,所述刀座的前端面上的刀刃所在的刀面与所述切削平面呈α角布设。通过刀座的前端面上的刀刃所在的刀面与所述切削平面呈α角布设,便于散发切削时产生的热量。直排屑槽铣削时利于保持部、工作部、凹槽部的整体刚性和强度,克服“崩刃”或“打刀”现象,充实的芯部不限于对切削三要素的掌控。刀座上的刀刃能兼顾工件中的水平端面和直立面工件的加工。工件的加工。工件的加工。
技术研发人员:盆广富 冯凯 何思道 李明亮
受保护的技术使用者:上名恒丰(吉林)精密工具有限公司
技术研发日:2022.02.08
技术公布日:2022/6/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1