火车轮斜油孔钻削工装的制作方法
1.本实用新型涉及火车轮斜油孔加工技术领域,尤其涉及火车轮斜油孔钻削工装。
背景技术:
2.火车轮是机车行走系统的关键部件,车轮的压装和退卸需要通过注油孔(斜油孔)来辅助实现,车轮上斜油孔的数量一般为多个。在打孔时,为了实现斜油孔竖向打孔一般通过钻孔辅助工装将火车轮固定,钻孔辅助工装一般是由一个有斜度的底座、压板和几个螺栓组成,火车轮安装到底座上,再通过压板固定。
3.在对不同的位置打孔时,需要转动火车轮更换打孔位置,而使用上述钻孔辅助工装在转动火车轮时十分不便,调整完位置之后需要对火车轮再次固定,操作过程繁琐,费时费力。而且现有钻孔辅助工装无法定位打孔位置,打孔位置一般都是工人凭借经验打孔,虽然也能满足使用要求,但是产品质量无法做到统一。
技术实现要素:
4.本实用新型针对现有技术的不足,提供火车轮斜油孔钻削工装。
5.本实用新型是通过如下技术方案实现的,提供火车轮斜油孔钻削工装,包括带有安装斜面的固定座,在安装斜面上转动连接定位座,火车轮安装在定位座上并通过压板固定;所述定位座包括定位芯轴,定位芯轴与火车轮的内孔插接并间隙配合;在定位芯轴上固定安装四块定位板,四块定位板沿定位芯轴的轴心呈圆形阵列分布,在每块定位板上均设有限位插孔,在固定座上设有定位孔,定位孔和限位插孔对齐后通过插销限位。
6.优选的,在定位芯轴的底面上连接转轴,在安装斜面上设有轴承,转轴与轴承连接。通过转轴和轴承的配合实现定位座在安装斜面上转动。定位座转动会相应的带动火车轮转动,从而便于对火车轮上不同的位置打孔。
7.优选的,在定位芯轴上设有螺纹孔,压板压住火车轮并通过固定螺栓与螺纹孔连接,通过压板和固定螺栓的配合可以将火车轮和定位座固定在一起,一方面实现火车轮的固定,另一方面实现火车轮随定位座同步转动。
8.优选的,固定座安装在加工平台上,在固定座上设有定位槽,压块其中一端卡入定位槽,另外一端通过连接螺栓与加工平台连接。通过压块和连接螺栓的配合将固定座固定安装到加工平台上。
9.优选的,为了便于转移固定座,在固定座上设有吊装孔。
10.优选的,定位孔和每个限位插孔对齐后,每块定位板均高于固定座。从而方便观察定位板的位置,便于通过插销连接定位孔和限位插孔。
11.本实用新型的有益效果为:
12.1、定位座采用转动连接的安装方式并结合定位孔和限位插孔的配合限位,实现了打孔过程中火车轮的灵活转动,方便对不同的位置进行打孔。
13.2、通过四块定位板的轮流定位,实现了四个打孔位置的限定,实现了钻孔位置的
统一,提升了产品质量。
14.3、钻孔作业时,火车轮只需要通过压板固定一次,切换打孔位置时,无需解除对火车轮的固定,只需要转动火车轮即可,操作过程简便,省时省力。
附图说明
15.图1为本实用新型固定座和定位座装配关系剖视图;
16.图2为本实用新型定位座正视结构示意图;
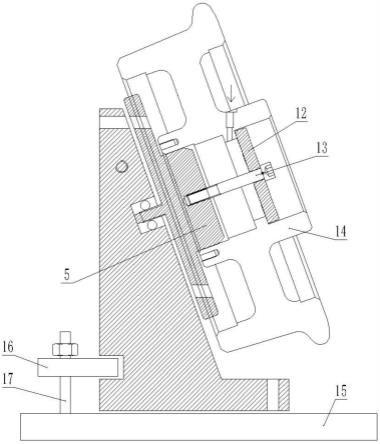
17.图3为本实用新型总装剖视图;
18.图中所示:
19.1、安装斜面,2、固定座,3、轴承,4、转轴,5、定位芯轴,6、螺纹孔,7、定位板,8、限位插孔,9、定位孔,10、吊装孔,11、定位槽,12、压板,13、固定螺栓,14、火车轮,15、加工平台,16、压块,17、连接螺栓。
具体实施方式
20.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
21.如图1-3所示,本实用新型包括带有安装斜面1的固定座2,在安装斜面1上转动连接定位座,火车轮14安装在定位座上并通过压板12固定。所述定位座包括定位芯轴5,定位芯轴5与火车轮14的内孔插接并间隙配合。在定位芯轴5上固定安装四块定位板7,四块定位板7沿定位芯轴5的轴心呈圆形阵列分布,在每块定位板7上均设有限位插孔8,在固定座2上设有定位孔9,定位孔9和限位插孔8对齐后通过插销限位。
22.在定位芯轴5的底面上连接转轴4,在安装斜面1上设有轴承3,转轴4与轴承3连接,通过转轴4和轴承3的配合实现定位座在安装斜面1上转动。定位座转动会相应的带动火车轮14转动,从而便于对火车轮14上不同的位置打孔。
23.在定位芯轴5上设有螺纹孔6,压板12压住火车轮14并通过固定螺栓13与螺纹孔6连接,通过压板12和固定螺栓13的配合可以将火车轮14和定位座固定在一起,一方面实现火车轮14的固定,另一方面实现火车轮14随定位座同步转动。
24.固定座2安装在加工平台15上,在固定座2上设有定位槽11,压块16其中一端卡入定位槽11,另外一端通过连接螺栓17与加工平台15连接。通过压块16和连接螺栓17的配合将固定座2固定安装到加工平台15上。
25.为了便于转移固定座2,在固定座2上设有吊装孔10。
26.定位孔9和每个限位插孔8对齐后,每块定位板7均高于固定座2,从而方便观察定位板7的位置,便于通过插销连接定位孔9和限位插孔8。
27.具体使用时,将火车轮14的内孔套在定位芯轴5上,通过压板12固定火车轮14,定位孔9和其中一块定位板7上的限位插孔8通过插销限位,限制火车轮14转动,利用钻孔设备进行打孔。钻完一个孔之后,将插销拔出,转动火车轮14使下一个定位板7上的限位插孔8与定位孔9对齐,通过插销再次限位,利用钻孔设备进行打孔。
28.定位座采用转动连接的安装方式并结合定位孔9和限位插孔8的配合限位,实现了打孔过程中火车轮14的灵活转动,方便对不同的位置进行打孔。通过四块定位板7的轮流定位,实现了四个打孔位置的限定,实现了钻孔位置的统一,提升了产品质量。钻孔作业时,火
车轮14只需要通过压板12固定一次,切换打孔位置时,无需解除对火车轮14的固定,只需要转动火车轮14即可,操作过程简便,省时省力。
29.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.火车轮斜油孔钻削工装,其特征在于:包括带有安装斜面的固定座,在安装斜面上转动连接定位座,火车轮安装在定位座上并通过压板固定;所述定位座包括定位芯轴,定位芯轴与火车轮的内孔插接并间隙配合;在定位芯轴上固定安装四块定位板,四块定位板沿定位芯轴的轴心呈圆形阵列分布,在每块定位板上均设有限位插孔,在固定座上设有定位孔,定位孔和限位插孔对齐后通过插销限位。2.根据权利要求1所述的火车轮斜油孔钻削工装,其特征在于:在定位芯轴的底面上连接转轴,在安装斜面上设有轴承,转轴与轴承连接。3.根据权利要求2所述的火车轮斜油孔钻削工装,其特征在于:在定位芯轴上设有螺纹孔,压板压住火车轮并通过固定螺栓与螺纹孔连接。4.根据权利要求1所述的火车轮斜油孔钻削工装,其特征在于:固定座安装在加工平台上,在固定座上设有定位槽,压块其中一端卡入定位槽,另外一端通过连接螺栓与加工平台连接。5.根据权利要求1所述的火车轮斜油孔钻削工装,其特征在于:在固定座上设有吊装孔。6.根据权利要求1所述的火车轮斜油孔钻削工装,其特征在于:定位孔和每个限位插孔对齐后,每块定位板均高于固定座。
技术总结
本实用新型涉及火车轮斜油孔钻削工装,包括带有安装斜面的固定座,在安装斜面上转动连接定位座,火车轮安装在定位座上并通过压板固定;所述定位座包括定位芯轴,定位芯轴与火车轮的内孔插接并间隙配合;在定位芯轴上固定安装四块定位板,四块定位板沿定位芯轴的轴心呈圆形阵列分布,在每块定位板上均设有限位插孔,在固定座上设有定位孔,定位孔和限位插孔对齐后通过插销限位。定位座采用转动连接的安装方式并结合定位孔和限位插孔的配合限位,实现了打孔过程中火车轮的灵活转动,方便对不同的位置进行打孔。的位置进行打孔。的位置进行打孔。
技术研发人员:冯希雷 朱传祥 左进祥 郑新
受保护的技术使用者:山东温岭精锻科技有限公司
技术研发日:2022.02.25
技术公布日:2022/6/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1