内胀式校形工装的制作方法
1.本实用新型属于机械制造行业,特别涉及一种用于薄壁壳体零件加工的内胀式校形工装。
背景技术:
2.铝合金材料在金属壳体类零件中应用广泛,由于加工过程中产生应力造成零件变形,通常的做法是螺杆校形,此方法操作时调整精度不易控制并且方向单一,使用起来费时费力。不仅影响工件的质量,而且生产效率低。
技术实现要素:
3.本实用新型的目的在于克服上述技术不足,提供一种结构简单、
4.操作方便灵活、调整量准确的内胀式校形工装。
5.本实用新型解决技术问题采用的技术方案是:内胀式校形工装
6.包括调整螺杆、加工件,其特点是,在工装定位环的外圆周上成90度设有四块圆弧形的校形垫铁,每块校形垫铁的内圆弧面中间处接触连接调整螺杆的端头,调整螺杆螺纹连接工装定位环,在每个调整螺杆的两侧设有与调整螺杆平行的导向杆,每个导向杆穿过工装定位环螺纹连接在校形垫铁内,在每块校形垫铁的中间处的工装定位环上方成90度用内六角螺栓固定四个长条状的上部支撑。
7.本实用新型的有益效果是:内胀式校形工装采用工装定位环定位,定位点可多向调节,多点校形适用多种不同直径筒类零件。结构简单,安装调节方便灵活,调整量准确,工作效率高。
附图说明
8.以下结合附图以实施例具体说明。
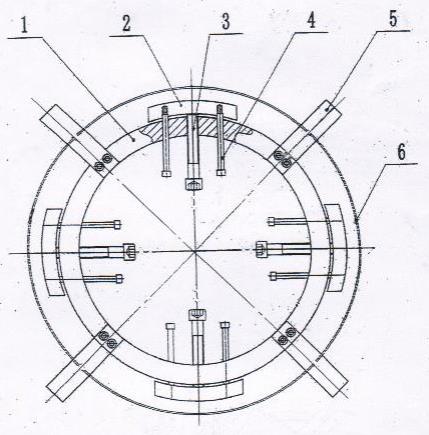
9.图1是内胀式校形工装的结构图。
10.图中,1-工装定位环;2-校形垫铁;3-调整螺杆;4-导向杆;5-上部支撑;6-加工件。
具体实施方式
11.实施例,参照附图1,内胀式校形工装是以工装定位环1作为工装的基体,在工装定位环1的外圆周上成90度设有四块圆弧形的校正垫铁2,校正垫铁2的内圆弧面与工装定位环1的外圆周接触吻合连接,校正垫铁2的外圆弧面与加工件6的内圆周面接触连接。每块校形垫铁2的内圆弧面中间处接触连接调整螺杆3的端头,调整螺杆3螺纹连接工装定位环1。在每个调整螺杆3的两侧设有导向杆4,导向杆4用于定位调节加工件6达到标准,两个导向杆4穿过工装定位环1螺纹连接在校形垫铁2内,在每块校形垫铁2的中间处的工装定位环1上方成90度用内六角螺栓固定四个长条形的上部支撑5。上部支撑5用于固定加工件6,加工件6装在工装定位环1的外围,其内圆周面与四个校形垫铁2的外圆弧面接触。
12.本实用新型的工作过程是:内胀式校形工装使用时,先测量好加工件的变形量,将内胀式校形工装安装在需校形的加工件6内,用上部支撑5固定,按加工件6的变形位置找正校形垫铁2。对称调节调整螺杆3,校形垫铁2在导向杆4的约束下使调整地铁2的外圆弧面与加工件6的内圆弧面接触。找正过的加工件6放置一段时即可使加工件达到使用标准。
技术特征:
1.一种内胀式校形工装,包括调整螺杆(3)、加工件(6),其特征在于,在工装定位环(1)的外圆周上成90度设有四块圆弧形的校形垫铁(2),每块校形垫铁(2)的内圆弧面中间处接触连接调整螺杆(3)的端头,调整螺杆(3)螺纹连接工装定位环(1),在每个调整螺杆(3)的两侧设有与调整螺杆平行的导向杆(4),每个导向杆(4)穿过工装定位环(1)螺纹连接在校形垫铁(2)内,在每块校形垫铁(2)的中间处的工装定位环(1)上方成90度用内六角螺栓固定四个长条状的上部支撑(5)。
技术总结
本实用新型属于机械制造行业,特别涉及一种用于薄壁壳体零件加工的内胀式校形工装。在工装定位环的外圆周上成90度设有四块圆弧形的校形垫铁,每块校形垫铁的内圆弧面中间处接触连接调整螺杆的端头,调整螺杆螺纹连接工装定位环,在每个调整螺杆的两侧设有与调整螺杆平行的导向杆,每个导向杆穿过工装定位环螺纹连接在校形垫铁内,在每块校形垫铁的中间处的工装定位环上方成90度用内六角螺栓固定四个长条状的上部支撑。内胀式校形工装采用工装定位环定位,定位点可多向调节,多点校形适用多种不同直径筒类零件。结构简单,安装调节方便灵活,调整量准确,工作效率高。工作效率高。工作效率高。
技术研发人员:高川 高玉良 史良
受保护的技术使用者:辽宁金美达科技发展有限公司
技术研发日:2022.02.28
技术公布日:2022/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1