一种W型连续成型的新型模具的制作方法
一种w型连续成型的新型模具
技术领域
1.本使用新型涉及模具技术领域,具体提供一种w型连续成型的新型模具工艺设计结构。
背景技术:
2.目前,此类有规律的成型产品,通常都是通过折弯机加工,或者由多付模具来分步冲压成型,冲完一个成型再放到另一付模具冲压,生成时产品操作不便,定位也不准确,产品尺寸较难保证,产品不良率高,且生产时占用多套机台,冲压生产效率低,模具成本高,冲压生产成本会增加。
技术实现要素:
3.为了解决上述问题,本使用新型提供了一种w型连续成型的新型模具工艺设计结构,该冲压模具结构能够在一套模具内完成多个w成型连续成型,模具正常稳定生产,大大降低了模具开发的费用和生产成本。
4.本使用新型由上模、下模和送料装置组成,上模包含上模座,上模成型块一,上模成型块二,上模成型块一固定安装在上模座上,上模成型块二通过弹性件活动安装在上模座上,下模包含下模成型块一,下模成型块二,下模座,其中下模成型块一,下模成型块二分别固定安装在下模座上,加工冲压材料时,所述下模成型块一与上模成型块一相互啮合使材料冲压成一个v型,所述下模成型块二与上模成型块二相互啮合,形状与已冲压的v型重合,用于自动导正送料步距,所述送料装置用于将冲压材料送入下模成型块。
5.进一步的,所述弹性件为氮气弹簧
6.进一步的,所述上模成型块二通过内导柱,等高套,锁到上模座,使得上模成型块二可以相对于上模座等高的活动。
7.进一步的,所述上模座上还装有上背板,上垫板,上夹板,所述上模成型块一装配到上夹板上。
8.进一步的,所述送料装置为材料导正架,所述材料导正架固定安装在下模座上
9.进一步的,上模座上还固定装有外导柱,下模座上还固定装有外导套,外导柱与外导套互相啮合,在模具的开闭模过程中导正上模与下模。
10.与现有技术相比,本使用新型的有益效果是:
11.生产w型产品时,不需要多套模具,可以通过本使用新型的结构,使用一套模具完成多个w成型连续成型,大大降低了模具开发的费用和生产成本。
附图说明
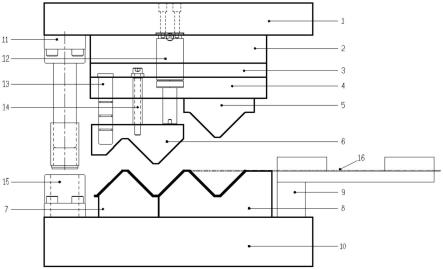
12.图1为本使用新型所述w型连续成型的新型模具的示意图;
13.结合附图,作以下说明:
14.1——上模座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——上背板
15.3——上垫板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4——上夹板
16.5——上模成型块一
ꢀꢀꢀꢀꢀꢀ
6——上模成型块二
17.7——下模成型块二
ꢀꢀꢀꢀꢀꢀ
8——下模成型块一
18.9——材料导正架
ꢀꢀꢀꢀꢀꢀꢀꢀ
10——下模座
19.11——外导柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12——氮气弹簧
20.13——内导柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14——等高套
21.15——外导套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16——冲压材料
具体实施方式
22.以下结合附图对本使用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本使用新型,并不用于限定本使用新型。
23.如图1所示,本使用新型提供w型连续成型的新型模具工艺设计结构,包括上模座 1上背板2,上垫板3,上夹板4,上模成型块一5,上模成型块二6,下模成型块二7,下模成型块一8,材料导正架9,下模座10,外导套11,氮气弹簧12,内导柱13,等高套14,外导套15,冲压材料16。
24.上模座,上背板,上垫板,上夹板,通过螺丝定位销装配到一起,所述上模成型块一用螺丝定位销装配到上夹板4,上模成型块二装上氮气弹簧,通过内导柱,等高套,锁到上模座,上模成型块二保持活动,构成完整的上模。
25.将下模成型块二,下模成型块一,导料架9,通过螺丝定位销装配到下模座10,这样就构成下模。
26.生产时在闭模状态下将上模固定到冲床上台面,将下模固定到冲床下台面。调整好模高后把冲压材料16通过材料导正架9,放到下模成型块一8上面定好位置,冲床往下运动,外导柱11先进入外导套15,模具上下模导正,冲床下行,上模成型块一5与下模成型块一8将冲压材料16冲压成型,产品的第一个v型成型完毕,冲压材料16的第一个v成型周期完成, 随着模具弹开,材料继续前向送料,模具上模再次下行,上模成型块二6与下模成型块二7先接触到冲压材料16,自动导正送料步距,模具继续下行,上模成型块一5与下模成型块一8将冲压材料16再次冲压成型,产品的第二个v型成型完成,冲压材料的第二个成型周期完成, 即一个完整的w型成型完成,材料再继续向前送料,模具再反复冲压,材料连续完成多个w 成型。
技术特征:
1.一种w型连续成型的新型模具,其特征在于:由上模、下模和送料装置组成,上模包含上模座(1),上模成型块一(5),上模成型块二(6),上模成型块一(5)固定安装在上模座(1)上,上模成型块二(6)通过弹性件活动安装在上模座(1)上,下模包含下模成型块一(8),下模成型块二(7),下模座(10),其中下模成型块一(8),下模成型块二(7)分别固定安装在下模座(10)上,加工冲压材料时,所述下模成型块一(8)与上模成型块一(5)相互啮合使材料冲压成一个v型,所述下模成型块二(7)与上模成型块二(6)相互啮合,形状与已冲压的v型重合,用于自动导正送料步距,所述送料装置用于将冲压材料送入下模成型块。2.根据权利要求1所述的一种w型连续成型的新型模具,其特征在于:所述弹性件为氮气弹簧(12)。3.根据权利要求2所述的一种w型连续成型的新型模具,其特征在于:所述上模成型块二(6)通过内导柱(13),等高套(14),锁到上模座(1),使得上模成型块二(6)可以相对于上模座(1)等高的活动。4.根据权利要求1所述的一种w型连续成型的新型模具,其特征在于:所述送料装置为材料导正架(9),所述材料导正架(9)固定安装在下模座(10)上。5.根据权利要求1所述的一种w型连续成型的新型模具,其特征在于:上模座(1)上还装有上背板(2),上垫板(3),上夹板(4),所述上模成型块一(5)装配到上夹板(4)上。6.根据权利要求1至5任一项所述的一种w型连续成型的新型模具,其特征在于:上模座(1)上还固定装有外导柱(11),下模座(10)上还固定装有外导套(15),外导柱(11)与外导套(15)互相啮合,在模具的开闭模过程中导正上模与下模。
技术总结
本实用新型公开了一种W型连续成型的新型模具,包括上模、下模和送料装置,上模成型块一固定安装在上模座上,上模成型块二通过弹性件活动安装在上模座上,下模包含下模成型块一,下模成型块二,加工冲压材料时,下模成型块一与上模成型块一相互啮合使材料冲压成一个V型,所述下模成型块二与上模成型块二相互啮合,形状与已冲压的V型重合,用于自动导正送料步距。该冲压模具结构能够在一套模具内完成多个W成型连续成型,模具正常稳定生产,大大降低了模具开发的费用和生产成本。了模具开发的费用和生产成本。了模具开发的费用和生产成本。
技术研发人员:段卫华 杨建光 陈海波
受保护的技术使用者:昆山大全凯帆精密模具有限公司
技术研发日:2022.03.07
技术公布日:2022/8/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1