一种定位对中工装的制作方法
1.本实用新型属于机加工设备领域,具体是一种定位对中工装。
背景技术:
2.对铸件或锻件毛坯件进行加工时,首先需要进行定位基准的对中,即调整加工设备的加工基准与毛坯件的基准面对齐,其中,毛坯件的定位基准面的选择便直接影响加工精度,由于毛坯表面粗糙度较差,作为基准面时会引起定位误差,导致加工零件精度不合格,一般采用先测量毛坯尺寸,然后钳工划线进行定位参照,这种方法不但效率低,而且精度较差。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种定位对中工装,操作简单且定位精度高。
4.本实用新型所采用的技术方案是:
5.一种定位对中工装,其包括基座、竖直穿设在基座内的螺纹压柱以及对称设置在螺纹压柱底端两侧的支撑杆,所述支撑杆横向穿设置在基座内,螺纹压柱的底端为光滑锥面结构,支撑杆的内侧端呈与之配合的斜面。
6.进一步的,所述基座包括基体、竖直设置在基体上的竖向孔以及横向设置在基体内的横向孔,在竖向孔上设有与螺纹压柱相配合的内螺纹,横向孔对称设置在竖向孔的两侧。
7.进一步的,在所述横向孔的外侧设有扩孔,在扩孔的内侧壁上设有内螺纹,在扩孔内通过螺纹连接有定位螺母,支撑杆穿置在定位螺母内。
8.进一步的,在所述定位螺母与支撑杆之间设有螺旋弹簧。
9.进一步的,所述支撑杆包括杆体以及设置在杆体内侧端的接触体,接触体的端面为与支撑杆底端相配合的斜面。
10.进一步的,在所述螺纹压柱上螺接有锁紧螺母。
11.进一步的,在所述螺纹压柱的顶部为带滚花手柄。
12.本实用新型的积极效果为:
13.本实用新型通过基座固定在机床夹具上,通过旋转螺纹压柱,实现2个支撑杆的对称伸缩,当2个支撑杆的端面同时与工件接触时,实现工件的对中定位,通过锁紧螺母实现双螺纹锁紧,该定位对中工装只需要根据两个内侧端面,便可找到距离两个内侧端面距离相等的理想平面作为定位基准,提高了对中精度,简化了对中操作,有利于提高加工效率。
附图说明
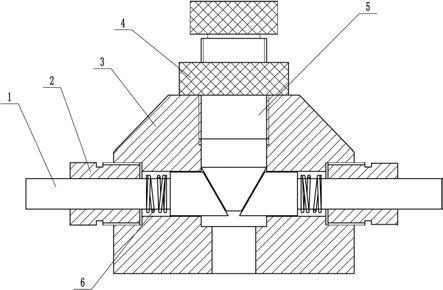
14.图1为本实用新型结构示意图;
15.图2为本实用新型基座结构示意图;
16.图3为本实用新型支撑杆结构示意图。
具体实施方式
17.实施例1
18.如图1-图3所示,本实施例提供一种定位对中工装,包括支撑杆1、定位螺母2、基座3、锁紧螺母4、螺纹压柱5以及螺旋弹簧6。
19.具体来说,基座3包括基体301、竖直设置在基体301上的竖向孔302以及横向设置在基体301内的横向孔303,在竖向孔302内设有内螺纹,螺纹压柱5通过螺纹连接设置在竖向孔302内。横向孔303对称设置在竖向孔302底端的两侧,支撑杆1对应的设置在横向孔303内。
20.在横向孔303的外侧设有扩孔304,扩孔的内径大于横向孔303,且在扩孔304内同样设有内螺纹,在扩孔304内通过螺纹连接有定位螺母2,支撑杆1间隙配合安装在定位螺母2内,并且在定位螺母2与支撑杆1的内侧端之间设有螺旋弹簧6,通过螺旋弹簧6实现支撑杆1的自动收缩运动,使2个支撑杆1的端面与螺纹压柱5始终保持线接触,通过旋转螺纹压柱5实现2个支撑杆的对称伸缩。
21.螺纹压柱5的底端为光滑锥面结构,支撑杆1的内侧端呈与之配合的斜面,螺纹压柱5与支撑杆1线接触。
22.优选的,支撑杆1包括杆体101以及设置在杆体101内侧端的接触体102,接触体102的端面为与支撑杆1底端相配合的斜面,杆体101穿过定位螺母2,接触体102的外侧端面与定位螺母2配合形成限位。
23.实施例2
24.本实施例是对实施例1的进一步改进,本实施例中,在螺纹压柱5上螺接有锁紧螺母4,锁紧螺母4的底面与基座3接触,使螺纹压柱5实现双螺纹锁紧,保证精度。
25.实施例3
26.本实施例是对实施例1的进一步改进,本实施例中,螺纹压柱5的顶部为带滚花手柄。
27.本实用新型的定位对中工装结构简单、操作方便、加工效率高,通用性强,符合快换要求。
28.本实用新型的安装方法如下:
29.螺纹压柱5顶端为带滚花手柄,中间依靠螺纹与基座3连接,底端为光滑锥面结构,与2个支撑杆1为线接触,2个支撑杆与定位螺母2间隙配合,通过螺旋弹簧6实现自动收缩运动。
30.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
技术特征:
1.一种定位对中工装,其特征在于其包括基座(3)、竖直穿设在基座(3)内的螺纹压柱(5)以及对称设置在螺纹压柱(5)底端两侧的支撑杆(1),所述支撑杆(1)横向穿设置在基座(3)内,螺纹压柱(5)的底端为光滑锥面结构,支撑杆(1)的内侧端呈与之配合的斜面;所述基座(3)包括基体(301)、竖直设置在基体(301)上的竖向孔(302)以及横向设置在基体(301)内的横向孔(303),在竖向孔(302)上设有与螺纹压柱(5)相配合的内螺纹,横向孔(303)对称设置在竖向孔(302)的两侧;在所述横向孔(303)的外侧设有扩孔(304),在扩孔(304)的内侧壁上设有内螺纹,在扩孔(304)内通过螺纹连接有定位螺母(2),支撑杆(1)穿置在定位螺母(2)内。2.根据权利要求1所述的一种定位对中工装,其特征在于在所述定位螺母(2)与支撑杆(1)之间设有螺旋弹簧(6)。3.根据权利要求1或2所述的一种定位对中工装,其特征在于所述支撑杆(1)包括杆体(101)以及设置在杆体(101)内侧端的接触体(102),接触体(102)的端面为与支撑杆(1)底端相配合的斜面。4.根据权利要求1所述的一种定位对中工装,其特征在于在所述螺纹压柱(5)上螺接有锁紧螺母(4)。5.根据权利要求1或4所述的一种定位对中工装,其特征在于在所述螺纹压柱(5)的顶部为带滚花手柄。
技术总结
本实用新型涉及一种定位对中工装,其包括基座、竖直穿设在基座内的螺纹压柱以及对称设置在螺纹压柱底端两侧的支撑杆,所述支撑杆横向穿设置在基座内,螺纹压柱的底端为光滑锥面结构,支撑杆的内侧端呈与之配合的斜面;本实用新型通过基座固定在机床夹具上,通过旋转螺纹压柱,实现2个支撑杆的对称伸缩,当2个支撑杆的端面同时与工件接触时,实现工件的对中定位,通过锁紧螺母实现双螺纹锁紧,该定位对中工装只需要根据两个内侧端面,便可找到距离两个内侧端面距离相等的理想平面作为定位基准,提高了对中精度。提高了对中精度。提高了对中精度。
技术研发人员:马彦秋 魏领波 贾灿 郝彦彰 樊伟杰 李亚东 姜芳 张志娟 付斌 郭兵凯 靳小海 刘永弟 薛连山
受保护的技术使用者:河北太行机械工业有限公司
技术研发日:2022.03.18
技术公布日:2022/5/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1