一种阀门球体唇口打磨装置的制作方法
1.本实用新型属于阀门球体加工技术领域,具体涉及一种阀门球体唇口打磨装置。
背景技术:
2.阀门球体加工过程中需要粗打磨以去除表面的毛刺,现有的球体打磨方式是将球体放置在打磨砂中滚动,但这加工效率低。基于此,现有技术(cn2020218482353)提供了一种阀门球体加工装置,包括底板和球体,底板的上表面固定安装有收集机构,底板的上表面位于收集机构的后方固定安装有上限位机构,底板的上表面位于收集机构的左侧固定安装有摩擦机构,底板的上表面位于收集机构的上表面右侧固定安装有打磨机构。
3.然而,该加工装置只能对阀门球体的外圆表面进行加工和打磨,对于阀门球体唇口(阀门球体外圆面与阀门球体内腔壁面的过渡部位)无法打磨和加工,而阀门球体唇口目前主要是操作人员采用手持式砂轮机进行打磨,存在打磨效率低的情况,尤其是对于阀门球体唇口部位有凸起区域时,往往需要数十分钟才能打磨完成。
技术实现要素:
4.本实用新型目的在于提供一种阀门球体唇口打磨装置,以解决现有阀门球体唇口打磨效率低的问题。
5.一种阀门球体唇口打磨装置,包括驱动机构,其特征在于:驱动机构的输出端连接刀具安装部,刀具安装部下部伸入阀门球体内腔并连接镗边刀具,当驱动机构带动镗边刀具旋转一周时,镗边刀具的刀体刚好沿着阀门球体唇口边沿旋转一周,且镗边刀具的刀刃能够切去阀门球体唇口边沿的多余料;在镗边刀具的刀体侧方设置有打磨钢刷,打磨钢刷的打磨钢丝与阀门球体唇口边沿始终呈压力接触。
6.为进一步提高阀门球体唇口打磨效率,所述镗边刀具的刀刃具有内斜刃和平刃,平刃用于接触并切削阀门球体唇口边沿顶壁,内斜刃用于接触并切削阀门球体唇口边沿内壁。
7.进一步地,所述镗边刀具还具有外斜壁,外斜壁作为与阀门球体唇口边沿外壁相接触的光滑壁面,由所述内斜刃、所述平刃和外斜壁共同构成u形槽。
8.为更进一步提高阀门球体唇口打磨效率,所述打磨钢刷具有第一斜壁、第二斜壁、平直壁,由第一斜壁、第二斜壁和平直壁共同构成u形结构,第一斜壁、第二斜壁和平直壁上均设置有打磨钢丝。
9.为方便加工打磨过程中排出切削掉的废料,在所述打磨钢刷的侧壁设置有梯台,由梯台壁面与所述刀体侧壁共同围合成向下的敞口空间。
10.作为优选,所述敞口空间的宽度为10-20cm。
11.作为优选,所述敞口空间的长度等于所述打磨钢刷的长度。
12.有益效果:采用本实用新型提供的阀门球体唇口打磨装置,能够在切去阀门球体唇口边沿多余料的同时就将其打磨,即切削阀门球体唇口的多余料与打磨毛刺同时进行,
大幅提高了阀门球体唇口打磨效率,对于规格为dn500mm的球阀球体,只需要2-3分钟就能够打磨完成;使用时,通过打磨钢刷侧壁设置梯台与刀体侧壁共同围合成向下的敞口空间就能够快速、顺利地将切削的废屑排出,能够较好地防止打磨钢刷积屑。
附图说明
13.图1为实施例1中阀门球体唇口打磨装置俯向示意图(省略了驱动机构);
14.图2为实施例1中阀门球体唇口打磨装置剖面示意图;
15.图3为实施例1中阀门球体唇口打磨装置局部示意图;
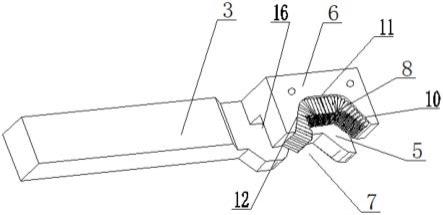
16.图4为实施例1中阀门球体唇口打磨装置的镗边刀具和打磨钢刷示意图一;
17.图5为实施例1中阀门球体唇口打磨装置的镗边刀具和打磨钢刷示意图二。
具体实施方式
18.下面结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型部分实施例,而不是全部的实施例。
19.实施例1
20.如图1至图5所示,一种阀门球体唇口打磨装置,包括驱动机构,驱动机构采用电机提供旋转动力,驱动机构的输出端连接刀具安装部4,刀具安装部4下部伸入阀门球体1的内腔2并连接镗边刀具3,当驱动机构带动镗边刀具3旋转一周时,镗边刀具3的刀体3刚好沿着阀门球体唇口边沿9旋转一周,且镗边刀具3的刀刃能够切去阀门球体唇口边沿9的多余料;在镗边刀具3的刀体5侧方设置有打磨钢刷6,打磨钢刷6的打磨钢丝8与阀门球体唇口边沿9始终呈压力接触,以确保打磨钢刷6旋转时始终能够对阀门球体唇口边沿进行打磨。其中,镗边刀具3的刀刃具有内斜刃14和平刃13,平刃13用于接触并切削阀门球体唇口边沿9顶壁,内斜刃14用于接触并切削阀门球体唇口边沿9内壁。
21.本实施例中,镗边刀具3还具有外斜壁15,外斜壁15作为与阀门球体唇口边沿9外壁相接触的光滑壁面,由内斜刃14、平刃13和外斜壁15共同构成u形槽7,这种u形槽7能够与阀门球体唇口边沿9相适配。
22.本实施例中,打磨钢刷6具有第一斜壁10、第二斜壁12、平直壁11,由第一斜壁10、第二斜壁12和平直壁11共同构成u形结构,第一斜壁10、第二斜壁12和平直壁11上均设置有打磨钢丝8,该u形结构能够与阀门球体唇口边沿9相适配。
23.本实施例中,如图4和图5所示,在打磨钢刷6的侧壁设置有梯台,由梯台壁面与刀体5侧壁共同围合成向下的敞口空间16,敞口空间16的宽度为15cm,敞口空间16的长度等于打磨钢刷6的长度。
24.实施例2
25.一种阀门球体唇口打磨装置,参照实施例1,其与实施例1的主要区别在于:敞口空间16的宽度为20cm。
26.实施例3
27.一种阀门球体唇口打磨装置,参照实施例1,其与实施例1的主要区别在于:敞口空间16的宽度为10cm。
28.实施例4
29.一种阀门球体唇口打磨装置,参照实施例1,其与实施例1的主要区别在于:镗边刀具3的刀刃具有内斜刃14和平刃13,但无外斜壁15,此时,由内斜刃14、平刃13构成的夹角空间用于容纳阀门球体唇口边沿。
30.采用该阀门球体唇口打磨装置,能够在切去阀门球体唇口边沿多余料的同时就将其打磨,即切削阀门球体唇口的多余料与打磨毛刺同时进行,大幅提高了阀门球体唇口打磨效率,对于规格为dn500mm的球阀球体,只需要2-3分钟就能够打磨完成;使用时,通过打磨钢刷侧壁设置梯台与刀体侧壁共同围合成向下的敞口空间16就能够快速、顺利地将切削的废屑排出,切削时产生的废屑从敞口空间16处直接下落排出,能够较好地防止打磨钢刷积屑。
技术特征:
1.一种阀门球体唇口打磨装置,包括驱动机构,其特征在于:驱动机构的输出端连接刀具安装部(4),刀具安装部(4)下部伸入阀门球体内腔(2)并连接镗边刀具(3),当驱动机构带动镗边刀具(3)旋转一周时,镗边刀具(3)的刀体(5)刚好沿着阀门球体唇口边沿(9)旋转一周,且镗边刀具(3)的刀刃能够切去阀门球体唇口边沿(9)的多余料;在镗边刀具(3)的刀体(5)侧方设置有打磨钢刷(6),打磨钢刷(6)的打磨钢丝(8)与阀门球体唇口边沿(9)始终呈压力接触。2.根据权利要求1所述的阀门球体唇口打磨装置,其特征在于:所述镗边刀具(3)的刀刃具有内斜刃(14)和平刃(13),平刃(13)用于接触并切削阀门球体唇口边沿(9)顶壁,内斜刃(14)用于接触并切削阀门球体唇口边沿(9)内壁。3.根据权利要求2所述的阀门球体唇口打磨装置,其特征在于:所述镗边刀具(3)还具有外斜壁(15),外斜壁(15)作为与阀门球体唇口边沿(9)外壁相接触的光滑壁面,由所述内斜刃(14)、所述平刃(13)和外斜壁(15)共同构成u形槽(7)。4.根据权利要求1-3任一项所述的阀门球体唇口打磨装置,其特征在于:所述打磨钢刷(6)具有第一斜壁(10)、第二斜壁(12)、平直壁(11),由第一斜壁(10)、第二斜壁(12)和平直壁(11)共同构成u形结构,第一斜壁(10)、第二斜壁(12)和平直壁(11)上均设置有打磨钢丝(8)。5.根据权利要求4所述的阀门球体唇口打磨装置,其特征在于:在所述打磨钢刷(6)的侧壁设置有梯台,由梯台壁面与所述刀体(5)侧壁共同围合成向下的敞口空间(16)。6.根据权利要求5所述的阀门球体唇口打磨装置,其特征在于:所述敞口空间(16)的宽度为10-20cm。7.根据权利要求5所述的阀门球体唇口打磨装置,其特征在于:所述敞口空间(16)的长度等于所述打磨钢刷(6)的长度。
技术总结
本实用新型提供了一种阀门球体唇口打磨装置,包括驱动机构,驱动机构的输出端连接刀具安装部,刀具安装部下部伸入阀门球体内腔并连接镗边刀具,当驱动机构带动镗边刀具旋转一周时,镗边刀具的刀体刚好沿着阀门球体唇口边沿旋转一周,且镗边刀具的刀刃能够切去阀门球体唇口边沿的多余料;在镗边刀具的刀体侧方设置有打磨钢刷,打磨钢刷的打磨钢丝与阀门球体唇口边沿始终呈压力接触。本实用新型能够在切去阀门球体唇口边沿多余料的同时就将其打磨,即切削阀门球体唇口的多余料与打磨毛刺同时进行,大幅提高了阀门球体唇口打磨效率,使用时,通过打磨钢刷侧壁设置梯台与刀体侧壁共同围合成向下的敞口空间就能够快速、顺利地将切削的废屑排出。削的废屑排出。削的废屑排出。
技术研发人员:王松 赵艳红 孙进 陈军 刘磊 周召贤 蔡鹏伟 况福腾 周世君
受保护的技术使用者:重庆特通阀门有限公司
技术研发日:2022.03.23
技术公布日:2022/6/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1