一种孔用卡簧的组装与检测机构的制作方法
1.本实用新型涉及的是一种机械装配领域的技术,具体是一种孔用卡簧装配进产品的孔用卡簧槽内,并且同时检测孔用卡簧组装的深度。
背景技术:
2.随着商用车的快速发展,制动总阀的需求也日益增长,产品零件内的孔用卡簧槽各式各样。较多的孔用卡簧槽还需要人工使用孔用卡簧钳来进行组装,受限于零件的安装难度和装配空间,孔用卡簧无法一次性装配到位,很可能因孔用卡簧较大的张力增加人工的工作强度。
3.为了解决现有装配孔用卡簧存在的技术问题,本实用新型由此而来。
技术实现要素:
4.本实用新型所解决的技术问题是克服现有无法一次性装配孔用卡簧到位的不足,提供一种简便和快速的孔用卡簧组装和检测机构。
5.本实用新型的目的是通过以下技术方案来实现的:一种孔用卡簧的组装与检测机构,包括产品零件、孔用卡簧装配组件、孔用卡簧检测组件和孔用卡簧压装组件;
6.所述产品零件包括孔用卡簧和产品外壳;
7.所述孔用卡簧装配组件包括孔用卡簧导向套和定位轴限位套以及安装在产品零件定位轴限位套内的产品零件定位轴,产品零件定位轴下方套有定位轴弹簧,定位轴弹簧安装在固定座内,定位轴限位套安装在固定座上,固定座固定在固定底板上端面;所述孔用卡簧导向套放入到产品零件的产品外壳上端,孔用卡簧安装在孔用卡簧导向套中;
8.所述孔用卡簧压装组件包括压头连接板、压头、直线导轨模组和薄型气缸;所述压头连接板安装在直线导轨模组上,并与薄型气缸的输出端连接,所述直线导轨模组安装在薄型气缸的安装板上,所述压头安装在压头连接板上;
9.所述孔用卡簧检测组件包括位移传感器压板和位移传感器;所述位移传感器压板安装在压头连接板上,所述位移传感器安装在直线导轨模组上,且与位移传感器压板对应。
10.进一步地,所述产品零件还包括产品浮动块、产品弹簧、产品胶套和产品护套;沿着产品零件定位轴的方向和产品零件定位轴限位套的上端面,依次放入产品外壳、产品护套、产品胶套和产品弹簧;所述孔用卡簧通过产品浮动块安装进孔用卡簧导向套中。
11.本实用新型的有益效果:本实用新型提供了一种将孔用卡簧装配进产品的孔用卡簧槽内,并且同时检测压装深度的机构;薄型气缸利用直线导轨模组,能够实现竖直移动动作精准及顺畅。利用孔用卡簧检测组件检测读取压装深度,判断孔用卡簧是否装配到位,本实用新型解决了孔用卡簧不易安装、组装是否到位和人工装配费时费力的问题,提高组装效率。
附图说明
12.下面结合附图对本实用新型的具体实施方式作进一步详细说明;
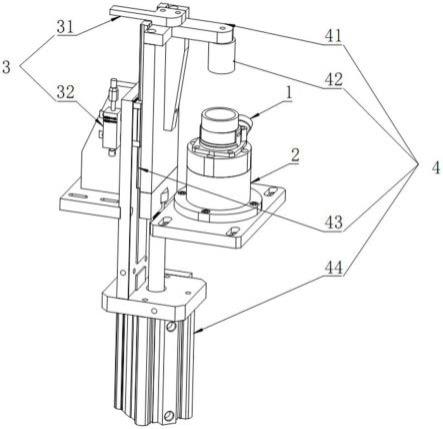
13.图1是本申请中孔用卡簧组装与检测机构的总装示意图;
14.图2是本申请中孔用卡簧装配组件的剖面示意图;
15.图3是本申请中包括孔用卡簧的产品零件示意图;
16.图中:产品零件1;孔用卡簧11、产品浮动块12、产品弹簧13、产品胶套 14、产品护套15、产品外壳16;孔用卡簧装配组件2;孔用卡簧导向套21、产品零件定位轴22、产品零件定位轴限位套23、定位轴弹簧24、固定座25、固定底板26;孔用卡簧检测组件3;位移传感器压板31、位移传感器32;孔用卡簧压装组件4;压头接连板41、压头42、直线导轨模组43、薄型气缸44;
具体实施方式
17.下面结合附图及具体实施方式对本实用新型进行详细描述。
18.如图1和图2所示,本实用新型提供了一种孔用卡簧的组装与检测机构,包括产品零件1、孔用卡簧装配组件2、孔用卡簧检测组件3和孔用卡簧压装组件4;所述产品零件1包括孔用卡簧11、产品浮动块12、产品弹簧13、产品胶套14、产品护套15和产品外壳16;
19.所述孔用卡簧装配组件2包括孔用卡簧导向套21和定位轴限位套23以及安装在产品零件定位轴限位套23内的产品零件定位轴22,产品零件定位轴22 下方套有定位轴弹簧24,定位轴弹簧24安装在固定座25内,产品零件的定位轴限位套23通过螺钉固定安装固定座25上,固定座25通过螺钉固定安装在固定底板26上端面,在沿着产品零件定位轴22的竖直方向和定位轴限位套23的上端面限位槽,依次放入图2所示的产品外壳16、产品护套15、产品胶套14、产品弹簧13;孔用卡簧导向套21利用产品外壳16的仿形放入到产品外壳16上端,再依次沿着孔用卡簧导向套21的内孔放入产品浮动块12和孔用卡簧11。
20.如图3所示,所述孔用卡簧压装组件4包括压头连接板41、压头42、直线导轨模组43和薄型气缸44;薄型气缸44利用直线导轨模组43,能够实现竖直移动动作精准及顺畅。所述压头连接板41安装在直线导轨模组43上,并与薄型气缸44的输出端连接,所述直线导轨模组43安装在薄型气缸44的安装板上,所述压头42安装在压头连接板41上;所述孔用卡簧检测组件3包括位移传感器压板31和位移传感器32;所述位移传感器压板31安装在压头连接板41上,所述位移传感器32安装在直线导轨模组43上,且与位移传感器压板31对应。薄型气缸44带动压头连接板41,沿着直线导轨模组43竖直向下方向,使压头 42和位移传感器压板31同时下降,压头42下端面接触到孔用卡簧11上端面,使孔用卡簧11和产品浮动块12沿着孔用卡簧导向套21内孔下压,产品零件定位轴22下降并压缩定位轴弹簧24,孔用卡簧11装配进产品外壳16内的孔用卡簧槽内;同时位移传感器压板31接触到位移传感器32的伸缩轴,根据伸缩轴的位移量,读取压装深度,判断孔用卡簧是否装配到位。
21.需要强调的是:以上仅为本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
技术特征:
1.一种孔用卡簧的组装与检测机构,其特征在于,包括产品零件(1)、孔用卡簧装配组件(2)、孔用卡簧检测组件(3)和孔用卡簧压装组件(4);所述产品零件(1)包括孔用卡簧(11)和产品外壳(16);所述孔用卡簧装配组件(2)包括孔用卡簧导向套(21)和定位轴限位套(23)以及安装在产品零件定位轴限位套(23)内的产品零件定位轴(22),产品零件定位轴(22)下方套有定位轴弹簧(24),定位轴弹簧(24)安装在固定座(25)内,定位轴限位套(23)安装在固定座(25)上,固定座(25)固定在固定底板(26)上端面;所述孔用卡簧导向套(21)放入到产品零件(1)的产品外壳(16)上端,孔用卡簧(11)安装在孔用卡簧导向套(21)中;所述孔用卡簧压装组件(4)包括压头连接板(41)、压头(42)、直线导轨模组(43)和薄型气缸(44);所述压头连接板(41)安装在直线导轨模组(43)上,并与薄型气缸(44)的输出端连接,所述直线导轨模组(43)安装在薄型气缸(44)的安装板上,所述压头(42)安装在压头连接板(41)上;所述孔用卡簧检测组件(3)包括位移传感器压板(31)和位移传感器(32);所述位移传感器压板(31)安装在压头连接板(41)上,所述位移传感器(32)安装在直线导轨模组(43)上,且与位移传感器压板(31)对应。2.根据权利要求1所述的一种孔用卡簧的组装与检测机构,其特征在于,所述产品零件(1)还包括产品浮动块(12)、产品弹簧(13)、产品胶套(14)和产品护套(15);沿着产品零件定位轴(22)的方向和产品零件定位轴限位套(23)的上端面,依次放入产品外壳(16)、产品护套(15)、产品胶套(14)和产品弹簧(13);所述孔用卡簧(11)通过产品浮动块(12)安装进孔用卡簧导向套(21)中。
技术总结
本实用新型公开了一种孔用卡簧的组装与检测机构,属于机械装配领域。包括定位产品零件和孔用卡簧组装进零件外壳内的孔用卡簧装配组件、沿直线导轨模组方向的孔用卡簧压装组件和检测卡簧压装到位的孔用卡簧检测组件;孔用卡簧装配组件包括定位产品零件和放置孔用卡簧的机构;孔用卡簧压装组件由薄型气缸和压头构成,压装孔用卡簧到产品孔用卡簧槽内;孔用卡簧检测组件包括位移传感器压板和位移传感器。本实用新型提供了一种将孔用卡簧装配进产品的孔用卡簧槽内,并且同时检测压装深度的机构;解决了孔用卡簧不易安装、组装是否到位和人工装配费时费力的问题,提高组装效率。提高组装效率。提高组装效率。
技术研发人员:刘树龙 姜铭 罗仁 潘银斌
受保护的技术使用者:瑞立集团瑞安汽车零部件有限公司
技术研发日:2022.03.22
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1