一种航空钣金制波收边工具的制作方法
1.本实用新型涉及航空钣金零件制造技术领域,尤其涉及一种航空钣金制波收边工具。
背景技术:
2.收边是钣金零件加工中材料的一种基本变形方式,过程是使毛料起皱收缩变短,其加工方法多样,其中手工成形钣金零件收边的方法是钣金加工中的最基本操作技术之一,其多用于职业技能竞赛、职业等级考试、以及飞机维修等方面。同时,因为手工收边操作是钣金成形重要技能,且难度随收边量的增加而增高,限制了可加工工人的等级。手工收边分有模收边和无模收边,也叫自由收边,自由收边加工过程中,目前最常用的制波工具是折皱钳,也叫折波钳,用两段直径10mm左右的铁棒弯制,钳口平整光滑。缺点是制波区域不容易控制,易擦伤零件表面、加工效率低、后期需要手工消除波纹收边。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供了一种航空钣金制波收边工具,所述收边工具包括:钳头,以及通过转动轴销与所述钳头活动连接的手柄;其中,所述钳头包括:
4.波纹钳头,用于在零件收边区域进行制波;
5.平面钳头,用于在零件波纹区域进行收边。
6.优选地,所述波纹钳头包括:
7.上波纹钳头,所述上波纹钳头内表面设置有凹槽;
8.下波纹钳头,所述下波纹钳头内表面设置有与所述凹槽匹配的凸起。
9.优选地,所述凸起可容置在所述凹槽内。
10.优选地,所述凸起呈半圆锥结构,所述凹槽呈半圆锥结构。
11.优选地,所述半圆锥结构底面圆的半径为6-8mm,所述半圆锥的高度为 40-42mm。
12.优选地,所述平面钳头包括:
13.上平面钳头;
14.下平面钳头,所述上平面钳头和所述下平面钳头的内表面设置为平面。
15.与现有技术相比,本实用新型的有益技术效果:
16.1)制波大小一致,间距一致,且制波区域容易控制,减少了局部收料不均的问题;
17.2)本申请采用夹钳式结构,比手拧制波钳更加省力,减少了劳动强度;
18.3)平面鸭嘴钳挤压鼓包施力更加均匀,同时减少锤印,提高了零件表面质量。
附图说明
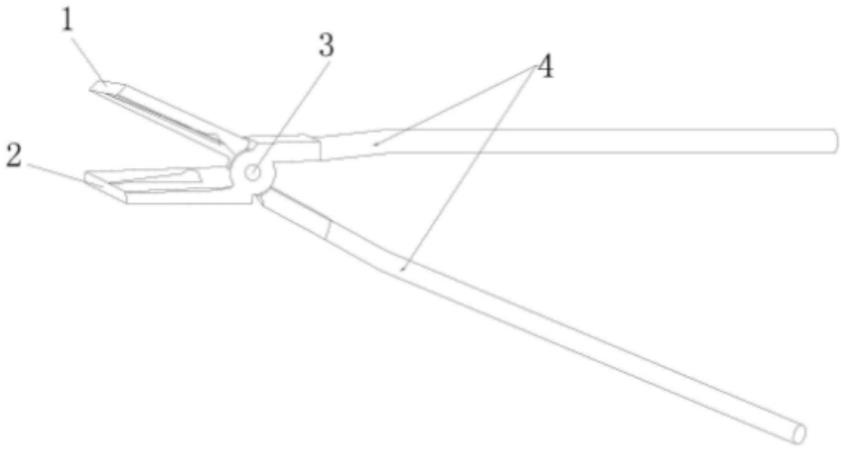
19.图1是本申请实施例提供的制波钳结构示意图;
20.图2是本申请实施例提供的收边钳结构示意图;
21.图3是本申请实施例提供的波纹钳头结构示意图;
22.其中:1-上波纹钳头、2-下波纹钳头、3-转动销轴、4-手柄、5-上平面钳头、 6-下平面钳头。
具体实施方式
23.本实用新型公开了一种航空钣金零件收边工具。它包含两个不同型面的鸭嘴钳,一个带有波纹型面前头的钳体,一个为平面钳头的钳体。其特点是,波纹钳头可以轻松完成零件收边区的波纹成形,而且波纹大小、间距一致;平面钳头可以更快的压平收口后的波纹鼓包,完成收边。采用这种工具收边既省力又均匀,零件质量高。
24.参见图1-3所示,本实用新型提供了一种航空钣金制波收边工具,收边工具包括:钳头,以及通过转动轴销3与钳头活动连接的手柄4。
25.其中,钳头包括:波纹钳头,用于在零件收边区域进行制波;平面钳头,用于在零件波纹区域进行收边。
26.在本申请实施例中,所述波纹钳头包括:上波纹钳头1,所述上波纹钳头内表面设置有凹槽;下波纹钳头2,所述下波纹钳头内表面设置有与所述凹槽匹配的凸起。
27.具体来说,所述凸起可容置在所述凹槽内,所述凸起呈半圆锥结构,所述凹槽呈半圆锥结构,其容积间隙为1.5mm,所述半圆锥结构底面圆的半径为 6-8mm,所述半圆锥的高度为40-42mm。
28.在本申请实施例中,平面钳头包括:上平面钳头5;下平面钳头6,所述上平面钳头5和所述下平面钳头6的内表面设置为平面。
29.本申请是通过以下技术方案实现的,制作一种鸭嘴式钳体,钳头分为波纹面和平面,材质采用普通退火状态碳素工具钢t8,其结构特点:波纹钳头的钳口上下采用半圆锥凸凹面配合,其容积间隙为1.5mm,上下两部分用转动销轴连接,钳体后部带工具手柄。下钳口为制波的尺寸,最高为r6mm半圆突台,半圆锥的高度为40-42mm,突台左右尖角导圆为r6mm圆弧;上钳口为r7.5mm 半圆凹槽,凹槽左右尖角导圆为r6mm圆弧,可制0.5-1.5mm厚度零件波纹。制波后用手工将波口收拢形成小鼓包,再用平面鸭嘴钳将小鼓包压平,收料完成。
30.下面结合附图1-3与具体实施方法对本实用新型做进一步详细描述:第一步,将材料的预收边区放入波纹钳头中,材料较厚时可将波纹钳一个手柄夹持在台虎钳中用以增加稳固性,以转动销轴3为支点捏合手柄4,使上钳头1与下钳头2咬合夹紧,收边区一个波纹随即形成,在此波纹的旁边重复上诉步骤,可在材料的预收边区形成多个波纹。用弓形夹将零件波纹两侧固定在平台上,手工收口使波纹形成小鼓包后,再将波纹放置在平面钳头中间,上钳口5和下钳口6贴合,使收口处小鼓包压平,零件完成收边。对于一次没有完成预定收缩量的情况可以反复进行上诉操作,最后达到需要的零件形状。
31.本申请制波大小一致,间距一致,且制波区域容易控制,减少了局部收料不均的问题;采用夹钳式结构,比手拧制波钳更加省力,减少了劳动强度;平面鸭嘴钳挤压鼓包施力更加均匀,同时减少锤印,提高了零件表面质量。
技术特征:
1.一种航空钣金制波收边工具,其特征在于,所述收边工具包括:钳头,以及通过转动轴销(3)与所述钳头活动连接的手柄(4);其中,所述钳头包括:波纹钳头,用于在零件收边区域进行制波;平面钳头,用于在零件波纹区域进行收边。2.根据权利要求1所述的收边工具,其特征在于,所述波纹钳头包括:上波纹钳头(1),所述上波纹钳头内表面设置有凹槽;下波纹钳头(2),所述下波纹钳头内表面设置有与所述凹槽匹配的凸起。3.根据权利要求2所述的收边工具,其特征在于,所述凸起可容置在所述凹槽内,其容积间隙为1.5mm。4.根据权利要求3所述的收边工具,其特征在于,所述凸起呈半圆锥结构,所述凹槽呈半圆锥结构。5.根据权利要求4所述的收边工具,其特征在于,所述半圆锥结构底面圆的半径为6-8mm,所述半圆锥的高度为40-42mm。6.根据权利要求1所述的收边工具,其特征在于,所述平面钳头包括:上平面钳头(5);下平面钳头(6),所述上平面钳头和所述下平面钳头的内表面设置为平面。
技术总结
本实用新型提供了一种航空钣金制波收边工具,所述收边工具包括:钳头,以及通过转动轴销与所述钳头活动连接的手柄;其中,所述钳头包括:波纹钳头,用于在零件收边区域进行制波;平面钳头,用于在零件波纹区域进行收边。本申请采用夹钳式结构,对钣金材料制波的区域以及大小容易控制,收边效果更好,且比手拧制波钳更加省力,减少了劳动强度。减少了劳动强度。减少了劳动强度。
技术研发人员:李国栋 王涵 王家麟 张勇 胡高林 黄雪峰 杨宗启
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:2022.03.30
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1