一种挂包钩的折弯成型装置的制作方法
1.本实用新型涉及的是一种折弯成型装置,具体涉及一种挂包钩的折弯成型装置。
背景技术:
2.挂包钩属于非生活必须类日用小商品,生产流程中有一道工艺为折弯成型。当前有少数厂家(主要集中在广州)采用通用设备自动化、半自动化生产,而主要供应生产商集中在义乌及周边,当地均采用人工手动折弯成型,该工艺工效低、产品质量稳定性差,而且因为劳动强度太大留不住工人。因此,迫切需要一种机器设备改善生产现状。
技术实现要素:
3.针对现有技术上存在的不足,本实用新型目的是在于提供一种挂包钩的折弯成型装置,结构设计合理,大大降低了劳动强度,提高了生产效率,稳定了产品质量,实用性强。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种挂包钩的折弯成型装置,包括第一气缸、第二气缸、第三气缸、第一齿条、第二齿条、第一折弯齿轮、第二折弯齿轮、第三折弯齿轮、中间齿轮、第一法兰、第二法兰、第一中心轴、第二中心轴、第三中心轴、第一磁性开关、第二磁性开关、第三磁性开关、第一滚压轮、第二滚压轮、第三滚压轮和接近开关,第一气缸上设置有第一磁性开关,第一气缸的活塞杆与第一齿条连接,第一齿条通过中间齿轮与第一折弯齿轮、第二折弯齿轮配合,第一折弯齿轮设置在第一中心轴上,第一中心轴上还设置有第一滚压轮,第二折弯齿轮设置在第二中心轴上,第二中心轴上还设置有第二滚压轮;第二气缸上设置有,第二气缸的活塞杆与第二齿条相连,第二齿条与第三折弯齿轮相啮合,第三折弯齿轮设置在第三中心轴上,第三中心轴上还设置有第三滚压轮;第三气缸上设置有第三磁性开关,第三气缸的活塞杆与第一中心轴相连;所述的第一滚压轮、第二滚压轮、第三滚压轮与挂包钩滚压配合,且第三滚压轮处设置有接近开关。
5.作为优选,所述的第一气缸通过第一气缸法兰设置在第一底板上,第二气缸通过第二气缸法兰设置在第二底板上,第三气缸设置在第三底板上,第二底板与第三底板之间设置有垫块。
6.作为优选,所述的第一气缸与第一导向块组相连,所述的第二气缸与第二导向块组相连。
7.本实用新型具有以下有益效果:
8.1.本实用新型以气动代替人工,简化加工过程;实现半自动化生产;
9.2.根据本实用新型的设计思路,可通过调整齿轮比,齿轮相对位置,实现多种产品的专用折弯设备设计;
10.3.本实用新型设备的生产投入较少,而在挂包钩生产的应用上,相对于传统的人工折弯成型加工方式,预计能提高工效5倍以上,同时降低了单件产品的生产成本,性价比高。
附图说明
11.下面结合附图和具体实施方式来详细说明本实用新型;
12.图1为本实用新型的主视图;
13.图2为本实用新型的仰视图;
14.图3为本实用新型的侧视图;
15.图4为本实用新型的内部传动结构示意图;
16.图5为本实用新型三折挂包钩加工前的示意图;
17.图6为本实用新型的三折挂包钩加工后的示意图。
具体实施方式
18.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
19.参照图1-6,本具体实施方式采用以下技术方案:一种挂包钩的折弯成型装置,包括第一气缸1、第二气缸2、第三气缸3、第一齿条4、第二齿条5、第一折弯齿轮6、第二折弯齿轮7、第三折弯齿轮8、中间齿轮9、第一法兰10、第二法兰11、第一中心轴12、第二中心轴13、第三中心轴14、第一磁性开关15、第二磁性开关16、第三磁性开关17、第一滚压轮18、第二滚压轮19、第三滚压轮20和接近开关29,第一气缸1上设置有第一磁性开关15,第一气缸1的活塞杆与第一齿条4连接,第一齿条4通过中间齿轮9与第一折弯齿轮6、第二折弯齿轮7配合,第一折弯齿轮6设置在第一中心轴12上,第一中心轴12上还设置有第一滚压轮18,第二折弯齿轮7设置在第二中心轴13上,第二中心轴13上还设置有第二滚压轮19;第二气缸2上设置有,第二气缸2的活塞杆与第二齿条5相连,第二齿条5与第三折弯齿轮8相啮合,第三折弯齿轮8设置在第三中心轴14上,第三中心轴14上还设置有第三滚压轮20;第三气缸3上设置有第三磁性开关17,第三气缸3的活塞杆与第一中心轴12相连;所述的第一滚压轮18、第二滚压轮19、第三滚压轮20与挂包钩滚压配合,且第三滚压轮20处设置有接近开关29。
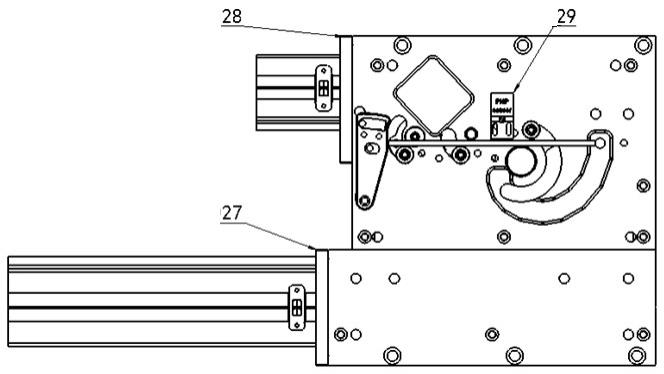
20.所述的第一气缸1通过第一气缸法兰27设置在第一底板21上,第二气缸2通过第二气缸法兰28设置在第二底板22上,第三气缸3设置在第三底板23上,第二底板22与第三底板23之间设置有垫块24。
21.所述的第一气缸1与第一导向块组26相连,所述的第二气缸2与第二导向块组25相连。
22.本具体实施方式的工作原理如下:(第一电磁阀与第一气缸1配套,第二电磁阀与第二气缸2配套,第三电磁阀与第三气缸3配套)将待加工产品置入工位,接近开关29感应闭合(手动状态下按下启动开关),第一电磁阀通电,第一气缸1推动第一齿条4,带动中间齿轮9转动,中间齿轮9带动第一折弯齿轮6、第二折弯齿轮7相向转动,第一滚压轮18、第二滚压轮19分别围绕第一中心轴12、第二中心轴13异向转动,实现产品a处、b处折弯成型;
23.a、b处折弯到位后(可调),第一气缸磁性开关15感应闭合,第一电磁阀断电,第一气缸1活塞杆回撤带回第一齿条4,带动中间齿轮9回转,第一折弯齿轮6、第二折弯齿轮7复位;同时第三电磁阀通电,第三气缸3活塞杆后撤,降下第一中心轴12;
24.第一中心轴12下沉到位后,第二气缸磁性开关16感应闭合,第二电磁阀通电,第二气缸2推动第二齿条5,带动第三折弯齿轮8转动,第三滚压轮20围绕第三中心轴14转动,实
现产品c处折弯成型;
25.c处折弯到位后(可调),第三气缸磁性开关17感应闭合,第二电磁阀断电,第二气缸2、第三气缸3复位。
26.取出产品后,接近开关29断开,所有继电器复位。
27.本具体实施方式的结构设计合理,以气动代替人工,简化加工过程;实现半自动化生产,提高了工作效率,减轻了工人的劳动强度,实用性强。
28.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种挂包钩的折弯成型装置,其特征在于,包括第一气缸(1)、第二气缸(2)、第三气缸(3)、第一齿条(4)、第二齿条(5)、第一折弯齿轮(6)、第二折弯齿轮(7)、第三折弯齿轮(8)、中间齿轮(9)、第一法兰(10)、第二法兰(11)、第一中心轴(12)、第二中心轴(13)、第三中心轴(14)、第一磁性开关(15)、第二磁性开关(16)、第三磁性开关(17)、第一滚压轮(18)、第二滚压轮(19)、第三滚压轮(20)和接近开关(29),第一气缸(1)上设置有第一磁性开关(15),第一气缸(1)的活塞杆与第一齿条(4)连接,第一齿条(4)通过中间齿轮(9)与第一折弯齿轮(6)、第二折弯齿轮(7)配合,第一折弯齿轮(6)设置在第一中心轴(12)上,第一中心轴(12)上还设置有第一滚压轮(18),第二折弯齿轮(7)设置在第二中心轴(13)上,第二中心轴(13)上还设置有第二滚压轮(19);第二气缸(2)的活塞杆与第二齿条(5)相连,第二齿条(5)与第三折弯齿轮(8)相啮合,第三折弯齿轮(8)设置在第三中心轴(14)上,第三中心轴(14)上还设置有第三滚压轮(20);第三气缸(3)上设置有第三磁性开关(17),第三气缸(3)的活塞杆与第一中心轴(12)相连;所述的第一滚压轮(18)、第二滚压轮(19)、第三滚压轮(20)与挂包钩滚压配合,且第三滚压轮(20)处设置有接近开关(29)。2.根据权利要求1所述的一种挂包钩的折弯成型装置,其特征在于,所述的第一气缸(1)通过第一气缸法兰(27)设置在第一底板(21)上,第二气缸(2)通过第二气缸法兰(28)设置在第二底板(22)上,第三气缸(3)设置在第三底板(23)上,第二底板(22)与第三底板(23)之间设置有垫块(24)。3.根据权利要求1所述的一种挂包钩的折弯成型装置,其特征在于,所述的第一气缸(1)与第一导向块组(26)相连,所述的第二气缸(2)与第二导向块组(25)相连。
技术总结
本实用新型公开了一种挂包钩的折弯成型装置,第一气缸上设置有第一磁性开关,第一气缸的活塞杆与第一齿条连接,第一齿条通过中间齿轮与第一折弯齿轮、第二折弯齿轮配合,第一折弯齿轮设置在第一中心轴上,第一中心轴上还设置有第一滚压轮,第二折弯齿轮设置在第二中心轴上,第二中心轴上还设置有第二滚压轮;第二气缸上设置有,第二气缸的活塞杆与第二齿条相连,第二齿条与第三折弯齿轮相啮合,第三折弯齿轮设置在第三中心轴上,第三中心轴上还设置有第三滚压轮;第三气缸上设置有第三磁性开关,第三气缸的活塞杆与第一中心轴相连。本实用新型结构设计合理,大大降低了劳动强度,提高了生产效率,稳定了产品质量,实用性强。实用性强。实用性强。
技术研发人员:吴蕴韬
受保护的技术使用者:吴蕴韬
技术研发日:2022.04.07
技术公布日:2022/8/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1