一种用于形状结构复杂大型箱体曲面铣削装夹定位装置的制作方法
1.本实用新型涉及车辆机械加工领域。具体为一种用于形状结构复杂大型箱体曲面铣削装夹定位装置。
背景技术:
2.悬挂箱体是连接车体、平衡肘、负重轮及其它悬挂装置元件的重要零件,是车辆的主要承力件,它的作用是把车体和负重轮弹性地连接起来,缓和车辆行驶时经负重轮传到车体的冲击力,并减少车体的振动,保证车辆以较高的速度行驶;
3.悬挂箱体为铸造毛坯零件,此零件呈半圆形箱式结构。外形结构复杂,无法找正装夹;产品材质较硬,不易切削加工;工序繁杂,加工周期长;批量生产基数大;技术含量高、加工难度大、生产进度急;
4.要求做到降低生产成本、提高加工质量和劳动效率,现有生产状况需要开发现立式铣床的功能,设计与之相配用的通用型装置,满足生产需求,在保证产品加工精度和位置精度的同时,如何提高劳动生产率,降低劳动强度,缩短生产周期,是悬挂箱体加工工艺及工装设计时需要解决的关键问题。
5.综上所述,亟需一种可以对外形结构复杂的悬挂箱体正装夹加工,降低产品的加工要求,节约工装制造成本的铣削装置用以解决上述问题。
技术实现要素:
6.本实用新型解决了目前对于形状不规则的悬挂箱体装夹困难、不易切削加工以及加工难度大、加工周期长、加工成本高的问题,进而公开了“一种用于形状结构复杂大型箱体曲面铣削装夹定位装置”。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
7.本实用新型的技术方案为:
8.一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,包括定位轴、垫圈、第一螺栓、第二螺栓、第一螺母、第二螺母、限位机构和夹具体,定位轴通过第二螺栓安装在夹具体上,第一螺栓与定位轴螺纹连接并通过第一螺母固定,悬挂箱体通过定位轴安装在夹具体上,第一螺栓上套装有垫圈,第二螺母与第一螺栓螺纹连接,第二螺母带动垫圈压紧悬挂箱体,夹具体上设置有限位机构,限位机构用于限制悬挂箱体的径向移动。
9.进一步的,所述夹具体包括立板、底板和筋板,立板垂直安装在底板上,立板与底板之间固定连接有筋板。
10.进一步的,所述立板上加工有中心孔,定位轴通过中心孔安装在立板上,立板的背部安装有压紧片,第一螺栓穿过压紧片与定位轴连接,第四螺母与第二螺栓螺纹链接并将压紧片压紧在立板上。
11.进一步的,所述立板上圆周阵列有多个定位孔,限位机构依次穿过悬挂箱体和定
位孔限制悬挂箱体的径向移动,第三螺栓依次穿过定位孔和悬挂箱体并通过第三螺母将悬挂箱体固定在立板上。
12.进一步的,所述限位机构为定位插销。
13.本实用新型与现有技术相比的优点在于:
14.1、本实用新型的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置利用现有的陈旧设备在方便快捷操作下实现了不规则形状的悬挂箱体产品零件的生产加工,解决了目前对形状不规则的悬挂箱体装夹困难的问题,本实用新型的铣削装置结构简单、成本低廉,操作简单,节约了工装制造的成本,降低了生产费用;
15.2、本实用新型的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置通过定位轴实现对悬挂箱体的快速定位和固定,显著的提高了悬挂箱体的切削和生产效率,产品的可靠性显著提高,使用时安全、方便、减轻了在装夹悬挂箱体的劳动强度。
附图说明
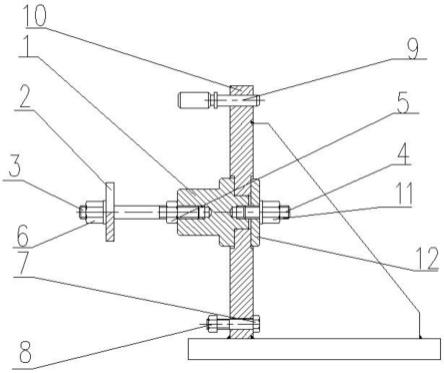
16.图1是一种用于形状结构复杂大型箱体曲面铣削装夹定位装置的整体结构示意图;
17.图2是一种用于形状结构复杂大型箱体曲面铣削装夹定位装置装夹悬挂箱体的示意图;
18.图3是图2的侧视图;
19.图4是夹具体的剖视图;
20.图5是夹具体的侧视图;
21.图6是悬挂箱体的结构示意图。
22.图中1-定位轴,2-垫圈,3-第一螺栓,4-第二螺栓,5-第一螺母,6-第二螺母,7-第三螺栓,8-第三螺母,9-限位机构,10-夹具体,11-第四螺母,12-压紧片,13-悬挂箱体,14-立板,15-底板,16-筋板,17-中心孔,18-定位孔。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述都是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,避免不必要的混淆本实用新型的概念。
24.实施例1,结合图1-图6说明本实施例,本实施例的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,包括定位轴1、垫圈2、第一螺栓3、第二螺栓4、第一螺母5、第二螺母6、限位机构9和夹具体10,夹具体10包括立板14、底板15和筋板16,立板14垂直固定在底板15上,立板14的背部与底板15的端面上连接有两片筋板16,立板14、底板15与筋板16之间分别通过焊接的方式连接,筋板16的作用是提高夹具体10整体的稳定性,立板14上加工有中心孔17,四个定位孔18与中心孔17的中心为轴心圆周阵列在立板14上,定位轴1通过中心孔17安装在立板14上,立板14的背部具有压紧片12,第二螺栓4穿过压紧片12与定位轴1螺纹连接,通过转动第二螺栓4上的第四螺母11将压紧片12压紧在立板14上,定位轴1的端面上加工有螺纹孔,第一螺栓3通过定位轴1的螺纹孔与定位轴1螺纹连接,在固定悬挂箱体13
时,首先将夹具体吊放安装在设备工作台上,按夹具体10中心定位轴1找正位置,找正基准误差不大于0.03mm,将夹具体10压紧固定在工作台上,将待加工的悬挂箱体13吊放在夹具体10上,选用待加工悬挂箱体13的大端孔安装在定位轴1上,随后将悬挂箱体13的大端平面与立板14的端面贴合,贴合后将限位机构9的定位插销穿过悬挂箱体13的孔以及定位孔18限制悬挂箱体13的径向移动,随后将第一螺栓3安装在定位轴11上并通过第一螺母5固定,将垫圈2套装在第一螺栓3上,然后再将第二螺母6与第一螺栓3配合安装,通过转动第二螺母6带动垫圈2将悬挂箱体13压紧,最后,通过第三螺栓7依次穿过定位孔18以及悬挂箱体13上的孔,在第三螺栓7的端部拧入第三螺母8将悬挂箱体13完全固定在夹具体10上,完成悬挂箱体13的装夹。
25.本实施例只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
技术特征:
1.一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,其特征在于:包括定位轴(1)、垫圈(2)、第一螺栓(3)、第二螺栓(4)、第一螺母(5)、第二螺母(6)、限位机构(9)和夹具体(10),定位轴(1)通过第二螺栓(4)安装在夹具体(10)上,第一螺栓(3)与定位轴(1)螺纹连接并通过第一螺母(5)固定,悬挂箱体(13)通过定位轴(1)安装在夹具体(10)上,第一螺栓(3)上套装有垫圈(2),第二螺母(6)与第一螺栓(3)螺纹连接,第二螺母(6)带动垫圈(2)压紧悬挂箱体(13),夹具体(10)上设置有限位机构(9),限位机构(9)用于限制悬挂箱体(13)的径向移动。2.根据权利要求1所述的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,其特征在于:所述夹具体(10)包括立板(14)、底板(15)和筋板(16),立板(14)垂直安装在底板(15)上,立板(14)与底板(15)之间固定连接有筋板(16)。3.根据权利要求2所述的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,其特征在于:所述立板(14)上加工有中心孔(17),定位轴(1)通过中心孔(17)安装在立板(14)上,立板(14)的背部安装有压紧片(12),第一螺栓(3)穿过压紧片(12)与定位轴(1)连接,第四螺母(11)与第二螺栓(4)螺纹链接并将压紧片(12)压紧在立板(14)上。4.根据权利要求3所述的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,其特征在于:所述立板(14)上圆周阵列有多个定位孔(18),限位机构(9)依次穿过悬挂箱体(13)和定位孔(18)限制悬挂箱体(13)的径向移动,第三螺栓(7)依次穿过定位孔(18)和悬挂箱体(13)并通过第三螺母(8)将悬挂箱体(13)固定在立板(14)上。5.根据权利要求1或3所述的一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,其特征在于:所述限位机构(9)为定位插销。
技术总结
一种用于形状结构复杂大型箱体曲面铣削装夹定位装置,属于车辆机械加工领域。本实用新型解决了目前对于形状不规则的悬挂箱体装夹困难、不易切削加工以及加工难度大、加工周期长、加工成本高的问题。本实用新型的定位轴通过第二螺栓安装在夹具体上,第一螺栓与定位轴螺纹连接并通过第一螺母固定,悬挂箱体通过定位轴安装在夹具体上,第一螺栓上套装有垫圈,第二螺母与第一螺栓螺纹连接,第二螺母带动垫圈压紧悬挂箱体,夹具体上设置有限位机构,限位机构用于限制悬挂箱体的径向移动。通过本实用新型的用于装夹铣削不规则形状悬挂箱体的装置有效实现对悬挂箱体的装夹和加工,本实用新型结构简单、成本低廉、操作简单,显著节约了工装制造的成本。节约了工装制造的成本。节约了工装制造的成本。
技术研发人员:谭凤芝 杨守鸿 闫海波 卢晓峰 曲永平 王云茹 郑云龙 王年喜 刘冰 张明 马思福 刘洪昌
受保护的技术使用者:哈尔滨第一机械集团有限公司
技术研发日:2022.04.14
技术公布日:2022/7/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1