罐体焊接装配工装的制作方法
1.本实用新型涉及罐体焊接技术领域,尤其涉及罐体焊接装配工装。
背景技术:
2.目前,常见的罐车罐体形状一般包括圆筒形和v形两种,两种罐体都是由板材折弯成一定形状后,逐段拼焊而成,拼焊焊缝需要绕罐体一周。罐体体积和重量都非常大,调整罐体姿态比较困难,导致焊接工作效率低下。
3.现有技术中,记载了一种将点焊后的圆筒形罐体放置在滚轮上,利用滚轮摩擦力带动圆筒形罐体转动,实现对罐体焊缝的满焊。但是v形罐体竖直截面非标准圆形,与滚轮无法紧密贴合,滚轮无法给v形罐体外壁提供足够的摩擦力,使其稳定转动。
4.因此,v形罐体的拼焊工作现在仍需要借助航吊完成,效率低下,而且没有合适的组焊工装,焊接精度也无法保证。
技术实现要素:
5.针对现有技术的不足,本实用新型提供了一种能够实现与v形罐体外壁紧密贴合,带动其平稳转动的罐体焊接装配工装。
6.为实现上述目的,本实用新型提供如下技术方案:罐体焊接装配工装,包括沿罐体的长度方向的两端设置的支撑装置,所述支撑装置包括底座和两个对称设置的装夹装置,所述装夹装置包括支撑架和v形摆动支撑臂;其特征在于,所述摆动支撑臂包括支撑块、子臂和滚轮,所述支撑块与支撑架上部铰接,所述底座的顶部与支撑架固定连接;子臂的一端与支撑块以能够转动的方式相连,子臂的另一端与滚轮以能够转动的方式相连;所述子臂还固定连接有用于驱动滚轮的动力装置。
7.进一步,所述支撑块与支撑架上部通过转轴铰接配合。
8.进一步,所述动力装置包括蜗轮、蜗杆和电动机,所述蜗轮与滚轮的外壁固定连接,所述电动机的输出轴与蜗杆固定连接,所述蜗轮的外壁与蜗杆远离电动机的一端啮合。
9.进一步,所述电动机的外壁与子臂的外壁固定连接,所述子臂由两个侧板、底板和两个侧板中部的连接板组成,所述底板与支撑块以能够转动的方式相连,两个所述侧板的底部与底板固定连接。
10.进一步,所述支撑架由对称的侧板和两个斜板组成,所述侧板的顶端与转轴转动连接,两个所述侧板与斜板固定连接。
11.与现有技术相比,本申请的技术方案具备以下有益效果:
12.1、该罐体焊接装配工装,通过两个底座上对称的摆动支撑臂对罐体支撑,由子臂在支撑块上转动,然后通过子臂上的滚轮对v形罐体相适配支撑,方便了不同形状的罐体装夹,有利于提高焊接的精度;
13.2、该罐体焊接装配工装,通过动力装置上的电动机带动蜗杆转动,由蜗杆带动蜗轮和滚轮转动,然后通过滚轮带动v形罐体转动,方便了对罐体焊接翻转,方便了对不同面
的焊缝焊接。
附图说明
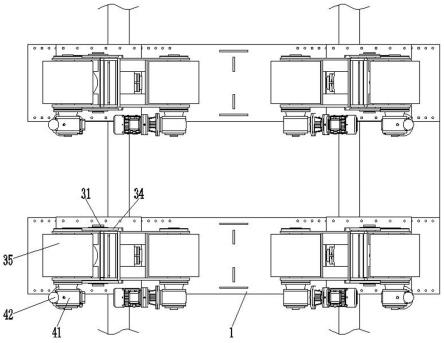
14.图1示出了本申请中罐体焊接装配工装的俯视示意图。
15.图2示出了本申请中罐体焊接装配工装的主视示意图。
16.图3示出了本申请中罐体焊接装配工装的左视示意图。
17.图4示出了本申请中支撑装置的俯视示意图。
18.图5示出了本申请中罐体焊接装配工装的立体结构示意图。
19.附图标记:1-底座,2-装夹装置,3-摆动支撑臂,31-转轴,32-支撑块, 34-子臂,35-滚轮,4-动力装置,41-蜗轮,42-蜗杆,43-电动机。
具体实施方式
20.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
21.本领域技术人员应理解的是,在说明书的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此,上述术语不能理解为对本实用新型的限制。
22.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
23.参考图1-5,依本实用新型一较佳实施例的罐体焊接装配工装将在以下被详细地阐述,包括沿罐体的长度方向的两端设置的支撑装置,支撑装置包括底座1和两个对称设置的装夹装置2,两个支撑装置方便了对罐体支撑,装夹装置2包括支撑架5和v形摆动支撑臂3,底座1的顶部与支撑架5固定连接,摆动支撑臂3在支撑架5上对罐体摆动支撑;摆动支撑臂3包括支撑块32、子臂34、滚轮35,支撑块32与支撑架5上部铰接,由子臂34带动滚轮35偏转,使得滚轮35适应v形罐体的支撑,底座1的顶部与支撑架5固定连接,子臂34关于支撑块32对称;子臂34的一端与支撑块32以能够转动的方式相连,子臂34的另一端与滚轮35以能够转动的方式相连;子臂34还固定连接有用于驱动滚轮的动力装置4,动力装置4方便了为滚轮35提供动力。
24.进一步优选地,支撑块32与支撑架5上部通过转轴31铰接配合,支撑架5由对称的侧板和两个斜板组成,侧板的顶端与转轴31转动连接,两个侧板与斜板固定连接。
25.进一步优选地,动力装置4包括蜗轮41、蜗杆42和电动机43,,所述蜗轮(41)与滚轮(35)的外壁固定连接,所述电动机(43)的输出轴与蜗杆(42)固定连接,所述蜗轮(41)的外壁与蜗杆(42)远离电动机(43)的一端啮合,动力装置4上的电动机43带动蜗杆42与蜗轮41转动,由蜗轮41带动滚轮35转动,使得滚轮35与罐体的摩擦力带动罐体转动,实现拼焊焊缝
绕罐体一周。
26.进一步优选地,电动机43的外壁与子臂34的外壁固定连接,子臂34由两个侧板、底板和两个侧板中部的连接板组成,底板与支撑块32以能够转动的方式相连,两个侧板的底部与底板固定连接,支撑块32方便了连接支撑架5与摆动支撑臂3。
27.上述实施例的工作原理为:
28.通过v形罐体放置在底板1顶部对称的摆动支撑臂3顶部,由v形罐体对滚轮35施加向下的压力,然后通过滚轮35与子臂34绕支撑块32内部的转轴31转动,同时,另两个滚轮35对v形罐体侧壁限位,摆动支撑臂3底部对称的两个滚轮35对底部靠近两侧的罐体支撑,然后通过滚轮35带动子臂34在支撑块32上偏移,适配v罐体支撑,然后通过电动机43带动传动杆42和传动轮41转动,由传动轮41带动滚轮35转动,由滚轮35和罐体的摩擦力带动罐体翻转,方便了焊接罐体,提高焊接精度。
29.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
技术特征:
1.罐体焊接装配工装,包括沿罐体的长度方向的两端设置的支撑装置,所述支撑装置包括底座(1)和两个对称设置的装夹装置(2),所述装夹装置(2)包括支撑架(5)和v形摆动支撑臂(3);其特征在于,所述摆动支撑臂(3)包括支撑块(32)、子臂(34)和滚轮(35),所述支撑块(32)与支撑架(5)上部铰接,所述底座(1)的顶部与支撑架(5)固定连接;子臂(34)的一端与支撑块(32)以能够转动的方式相连,子臂(34)的另一端与滚轮(35)以能够转动的方式相连;所述子臂(34)还固定连接有用于驱动滚轮的动力装置(4)。2.如权利要求1所述的罐体焊接装配工装,其特征在于,所述支撑块(32)与支撑架(5)上部通过转轴(31)铰接配合。3.如权利要求1所述罐体焊接装配工装,其特征在于,所述动力装置(4)包括蜗轮(41)、蜗杆(42)和电动机(43),所述蜗轮(41)与滚轮(35)的外壁固定连接,所述电动机(43)的输出轴与蜗杆(42)固定连接,所述蜗轮(41)的外壁与蜗杆(42)远离电动机(43)的一端啮合。4.如权利要求3所述罐体焊接装配工装,其特征在于,所述电动机(43)的外壁与子臂(34)的外壁固定连接,所述子臂(34)由两个侧板、底板和两个侧板中部的连接板组成,所述底板与支撑块(32)以能够转动的方式相连,两个所述侧板的底部与底板固定连接。5.如权利要求1所述罐体焊接装配工装,其特征在于,所述支撑架(5)由对称的侧板和两个斜板组成,所述侧板的顶端与转轴(31)转动连接,两个所述侧板与斜板固定连接。
技术总结
本实用新型涉及罐体焊接技术领域,且公开了罐体焊接装配工装,包括沿罐体的长度方向的两端设置的支撑装置,所述支撑装置包括底座和两个对称设置的装夹装置,所述装夹装置包括支撑架和V形摆动支撑臂;所述摆动支撑臂包括支撑块、子臂和滚轮,所述支撑块与支撑架上部铰接;子臂的一端与支撑块以能够转动的方式相连,子臂的另一端与滚轮以能够转动的方式相连;所述子臂还固定连接有用于驱动滚轮的动力装置,所述支撑块与支撑架上部通过转轴铰接配合,所述动力装置包括蜗轮、蜗杆和电动机,所述蜗轮与滚轮的外壁固定连接。该罐体焊接装配工装,具备能够实现与V形罐体外壁紧密贴合,带动其平稳转动的罐体焊接装配工装的优点。其平稳转动的罐体焊接装配工装的优点。其平稳转动的罐体焊接装配工装的优点。
技术研发人员:徐伟 王传景 张义钊 王传芳 杨以斌
受保护的技术使用者:梁山通亚重工机械有限公司
技术研发日:2022.05.23
技术公布日:2022/9/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1