电池箱箱体机加工定位工装的制作方法
1.本实用新型涉及机加工领域,具体涉及电池箱箱体机加工定位工装。
背景技术:
2.电池箱箱体在焊接完成后还需要对其前后两端进行机加工,机加工前需要对电池箱箱体进行定位,现在缺少用于对电池箱箱体进行定位的机加工定位工装。
技术实现要素:
3.本实用新型所要解决的技术问题是:将提供一种能对电池箱箱体进行快速、可靠定位以使电池箱箱体可进行自动化机加工的电池箱箱体机加工定位工装。
4.为了解决上述问题,本实用新型所采用的技术方案为:电池箱箱体机加工定位工装,包括:底板,其特征在于:在底板上设置有两个前靠块、三根左右走向的支撑条,两个前靠块位于底板的前端上,并且它们左右对齐布置,使得两个前靠块可供电池箱箱体抵靠而对电池箱箱体进行前后定位,两个前靠块还分别与底板相铰接,使得两个前靠块能通过左右摆动而躺倒,三根支撑条前后对齐排布,并且分别用于对电池箱箱体的前部、中部、后部进行支撑,在每根支撑条左右两端处的底板上分别设置有一根立柱,各个左右相对的立柱均能对放于它们之间的电池箱箱体进行左右定位,在每根立柱的顶部通过螺丝锁定有一个压块,压块的外端受到立柱顶部的支撑,压块的内端向内挑出立柱的顶部,还设置有三根长条形的压条、六个立块、至少四个u形夹,各个左右相对的两个立柱之间均能放置一根压条用于按压电池箱箱体,然后每根压条的两端和对应侧的压块内端之间均能放置一个立块,使得压块被锁紧后压块的内端能通过立块按压压条的端部,在立柱的侧面上设置有箍板,u形夹能从上至下卡套于箍板和电池箱箱体侧壁的外侧上,在u形夹的外壁上螺纹连接有旋入后能顶住箍板而使箍板和电池箱箱体侧壁相锁紧的顶紧螺栓。
5.进一步的,前述的电池箱箱体机加工定位工装,其中:各个支撑条、各个立柱均通过滑移机构可调节前后位置的安装于底板上,滑移机构的结构包括:设置于底板上的前后走向的t形槽和调节螺栓,在t形槽中安装有一个可前后滑移的t形滑块,调节螺栓从上至下穿过支撑条或者立柱后与t形滑块相螺纹连接。这样设置是为了适应不同长度的电池箱箱体。
6.进一步的,前述的电池箱箱体机加工定位工装,其中:在底板的四个角上均螺纹连接有一个吊耳。
7.进一步的,前述的电池箱箱体机加工定位工装,其中:在底板的前端和后端上还分别设置有一根用于支撑电池箱箱体端部的端部支条。
8.进一步的,前述的电池箱箱体机加工定位工装,其中:压块上设置有左右走向的长条孔,螺丝穿过长条孔后与立柱顶部螺纹连接,这样设置后能方便调节压块的左右位置,使得压块更容易安装。
9.进一步的,前述的电池箱箱体机加工定位工装,其中:每个压条的两端上均设置有
一个能对立块进行限位的台阶,设置台阶是为了使立块能被左右限位,防止立块倒下。
10.本实用新型的优点为:所述的电池箱箱体机加工定位工装能对电池箱箱体进行快速、可靠的定位,使得电池箱箱体的机加工能快速、高质量的完成,从而能大大提高生产效率,提高产品质量。
附图说明
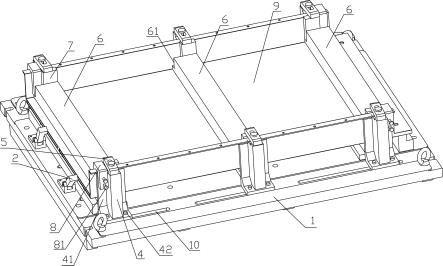
11.图1为本实用新型所述的电池箱箱体机加工定位工装的立体结构示意图。
12.图2为本实用新型所述的电池箱箱体机加工定位工装的剖视结构示意图。
具体实施方式
13.下面结合具体实施例和附图对本实用新型作进一步的详细描述。
14.如图1、图2所示,电池箱箱体机加工定位工装,包括:底板1,在底板1上设置有两个前靠块2、三根左右走向的支撑条3,两个前靠块2位于底板1的前端上,并且它们左右对齐布置,使得两个前靠块2可供电池箱箱体9抵靠而对电池箱箱体9进行前后定位,两个前靠块2还分别与底板1相铰接,使得两个前靠块2能通过左右摆动而躺倒,三根支撑条3前后对齐排布,并且分别用于对电池箱箱体9的前部、中部、后部进行支撑,在每根支撑条3左右两端处的底板1上分别设置有一根立柱4,各个左右相对的立柱4均能对放于它们之间的电池箱箱体9进行左右定位,在每根立柱4的顶部通过螺丝锁定有一个压块5,压块5的外端受到立柱4顶部的支撑,压块5的内端向内挑出立柱4的顶部,还设置有三根长条形的压条6、六个立块7、四个u形夹8,各个左右相对的两个立柱4之间均能放置一根压条6用于按压电池箱箱体9,然后每根压条6的两端和对应侧的压块5内端之间均能放置一个立块7,使得压块5被锁紧后压块5的内端能通过立块7按压压条6的端部,从而使压条6能按压电池箱箱体9,在立柱4的侧面上设置有箍板41,u形夹8能从上至下卡套于箍板41和电池箱箱体侧壁的外侧上,在u形夹8的外壁上螺纹连接有旋入后能顶住箍板41而使箍板41和电池箱箱体9侧壁相锁紧的顶紧螺栓81。
15.在本实施例中,各个支撑条3、各个立柱4均通过滑移机构可调节前后位置的安装于底板1上,滑移机构的结构包括:设置于底板1上的前后走向的t形槽10和调节螺栓42,在t形槽10中由下往上插入着安装有一个可前后滑移的t形滑块,调节螺栓42从上至下穿过支撑条3或者立柱4后与t形滑块相螺纹连接,松开调节螺栓42,就能手动调节支撑条3和立柱4的前后位置,位置调节完毕后,只有收紧调节螺栓42,就能使支撑条3和立柱4与底板1相固定。这样设置是为了适应不同长度的电池箱箱体。
16.在底板1的四个角上均螺纹连接有一个吊耳,使得底板1吊装比较方便。在底板1的前端和后端上还分别设置有一根用于支撑电池箱箱体9端部的端部支条11,使得电池箱箱体9端部更加稳定,便于机加工。
17.压块5上设置有左右走向的长条孔,螺丝穿过长条孔后与立柱4顶部螺纹连接,这样设置后能方便调节压块5的左右位置,使得压块5更容易安装。
18.每个压条6的两端上均设置有一个能对立块7进行限位的台阶61,设置台阶61是为了使立块7能被左右限位,防止立块7倒下。
19.定位时,将电池箱箱体9放置于各个三根支撑条3上,此时各个左右相对的立柱4能
对电池箱箱体9进行左右定位,然后使电池箱箱体9与两个前靠块2相抵靠而进行前后定位,接着将三根压条6分别放置于三根支撑条3的上方并且搁置于电池箱箱体9上,然后将各个立块7分别放置于一个压条6的一端上,接着锁紧各个压块5,使压块5的内端通过立块7按压压条6的端部,从而使压条6能按压住电池箱箱体9,然后将四个u形夹8分别安装于电池箱箱体9的四个角处,使得电池箱箱体9的四个角处的侧壁与立柱4相贴合锁紧,接着将两个前靠块2放倒,使得两个前靠块2不妨碍电池箱箱体前端进行机加工。
技术特征:
1.电池箱箱体机加工定位工装,包括:底板,其特征在于:在底板上设置有两个前靠块、三根左右走向的支撑条,两个前靠块位于底板的前端上,并且它们左右对齐布置,使得两个前靠块可供电池箱箱体抵靠而对电池箱箱体进行前后定位,两个前靠块还分别与底板相铰接,使得两个前靠块能通过左右摆动而躺倒,三根支撑条前后对齐排布,并且分别用于对电池箱箱体的前部、中部、后部进行支撑,在每根支撑条左右两端处的底板上分别设置有一根立柱,各个左右相对的立柱均能对放于它们之间的电池箱箱体进行左右定位,在每根立柱的顶部通过螺丝锁定有一个压块,压块的外端受到立柱顶部的支撑,压块的内端向内挑出立柱的顶部,还设置有三根长条形的压条、六个立块、至少四个u形夹,各个左右相对的两个立柱之间均能放置一根压条用于按压电池箱箱体,然后每根压条的两端和对应侧的压块内端之间均能放置一个立块,使得压块被锁紧后压块的内端能通过立块按压压条的端部,在立柱的侧面上设置有箍板,u形夹能从上至下卡套于箍板和电池箱箱体侧壁的外侧上,在u形夹的外壁上螺纹连接有旋入后能顶住箍板而使箍板和电池箱箱体侧壁相锁紧的顶紧螺栓。2.根据权利要求1所述的电池箱箱体机加工定位工装,其特征在于:各个支撑条、各个立柱均通过滑移机构可调节前后位置的安装于底板上,滑移机构的结构包括:设置于底板上的前后走向的t形槽和调节螺栓,在t形槽中安装有一个可前后滑移的t形滑块,调节螺栓从上至下穿过支撑条或者立柱后与t形滑块相螺纹连接。3.根据权利要求1或2所述的电池箱箱体机加工定位工装,其特征在于:在底板的四个角上均螺纹连接有一个吊耳。4.根据权利要求1或2所述的电池箱箱体机加工定位工装,其特征在于:在底板的前端和后端上还分别设置有一根用于支撑电池箱箱体端部的端部支条。5.根据权利要求1或2所述的电池箱箱体机加工定位工装,其特征在于:压块上设置有左右走向的长条孔,螺丝穿过长条孔后与立柱顶部螺纹连接。6.根据权利要求1或2所述的电池箱箱体机加工定位工装,其特征在于:每个压条的两端上均设置有一个能对立块进行限位的台阶。
技术总结
本实用新型公开了电池箱箱体机加工定位工装,包括:底板,底板上设有两个前靠块、三根支撑条,两个前靠块分别与底板相铰接,每根支撑条左右两端处的底板上分别设有立柱,每根立柱的顶部通过螺丝锁定有压块,还设有三根长条形的压条、六个立块、至少四个U形夹,各个左右相对的两个立柱之间均能放一根压条用于按压电池箱箱体,然后每根压条的两端和对应侧的压块内端之间均能放一个立块,使得压块被锁紧后压块的内端能通过立块按压压条的端部,立柱的侧面上设有箍板,U形夹能从上至下卡套于箍板和电池箱箱体侧壁的外侧上,在U形夹的外壁上螺纹连接有顶紧螺栓。所述的电池箱箱体机加工定位工装能对电池箱箱体进行快速、可靠的定位。位。位。
技术研发人员:王小刚 冯大将 王锰涛 王弋炜
受保护的技术使用者:张家港市固铝金属制品有限公司
技术研发日:2022.05.26
技术公布日:2022/9/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1